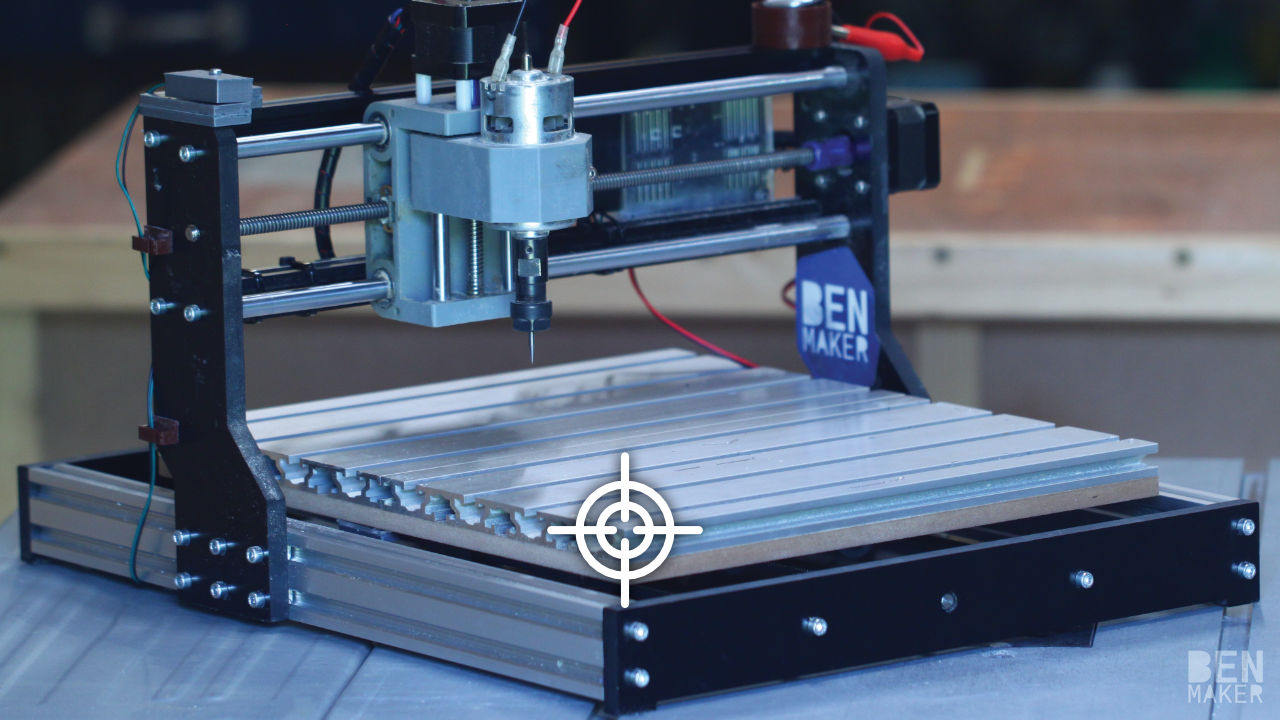
Après avoir agrandi ma CNC 3018 pour la passer en CNC 3040 et installé un nouveau plateau, je met en place le homing avec 3 interrupteurs de fin de course et j’ajoute un Z-Probe pour rendre son utilisation plus fiable et agréable !
Ce que j’ai utilisé pour ce projet
- CNC 3018 Pro
- Kit d’extension de l’axe Y Genmitsu
- Kit d’extension du plateau Genmitsu
- Interrupteurs fin de course
- Z-probe Sainsmart
- Vis M3
- Imprimante 3D
- Filament PLA
Fichiers utilisés
- Supports Endstop sur Thingiverse
- T-nuts M3 sur Thingiverse
- Support du Z-probe sur Thingiverse
La vidéo
Le homing
Le système de homing permet d’avoir un point de référence fixe sur le plateau de la CNC, a chaque démarrage grâce a des interrupteurs placés sur chaque axe.
Pratique en cas de coupure de courant ou pour un projet en plusieurs programmes ou qui prend plusieurs jours.
Il permet aussi d’ajouter un peu de sécurité, en effet en entrant les dimensions maximales du plateau, la broche de la CNC n’ira pas cogner contre les montants si vous avez prévu une gravure trop grande pour votre machine !
Installation des interrupteurs
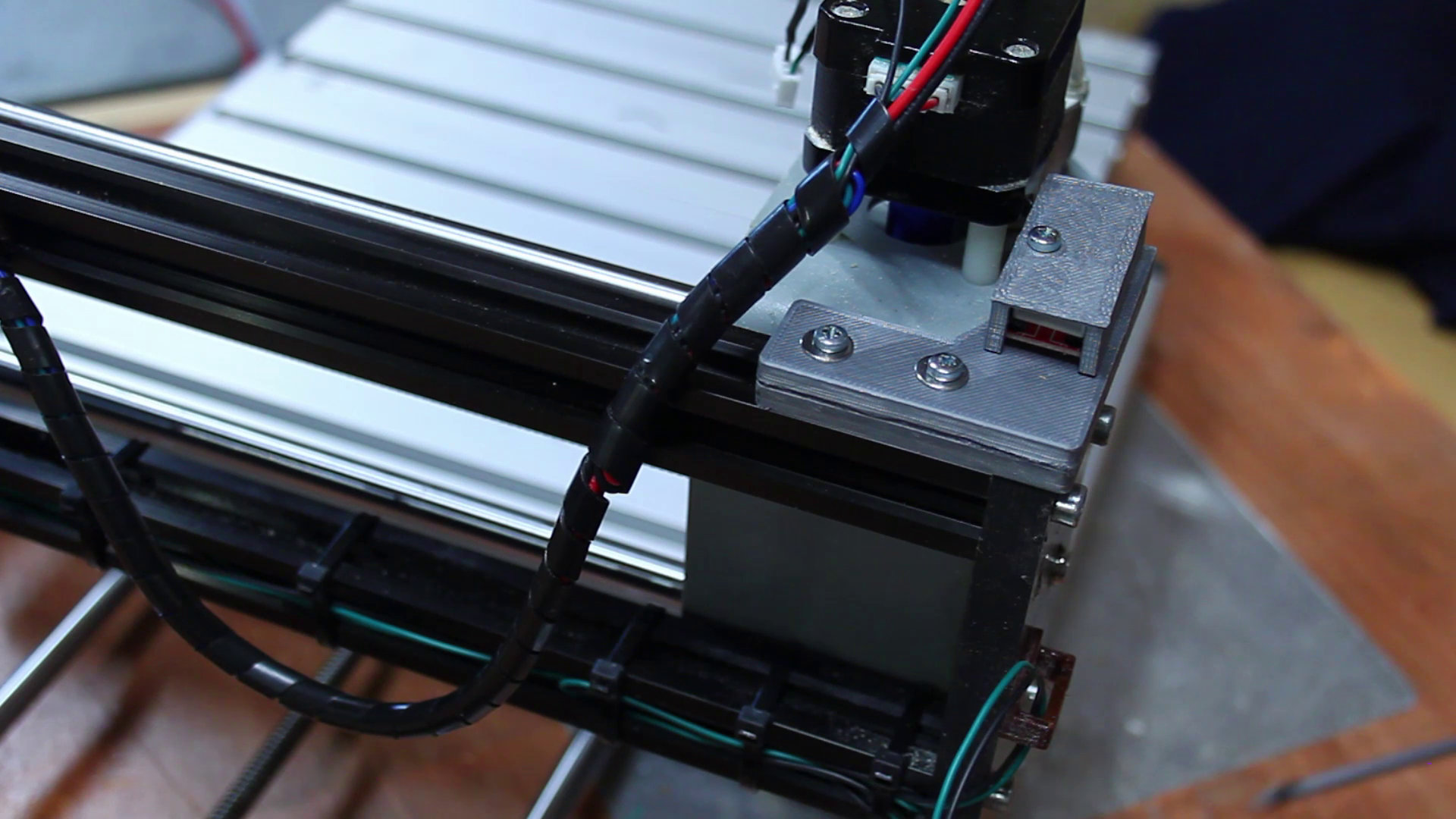
Pour le homing 3 interrupteurs suffisent, un a l’arrière gauche de l’axe Y, un a gauche de l’axe X et un sur le haut de l’axe Z.
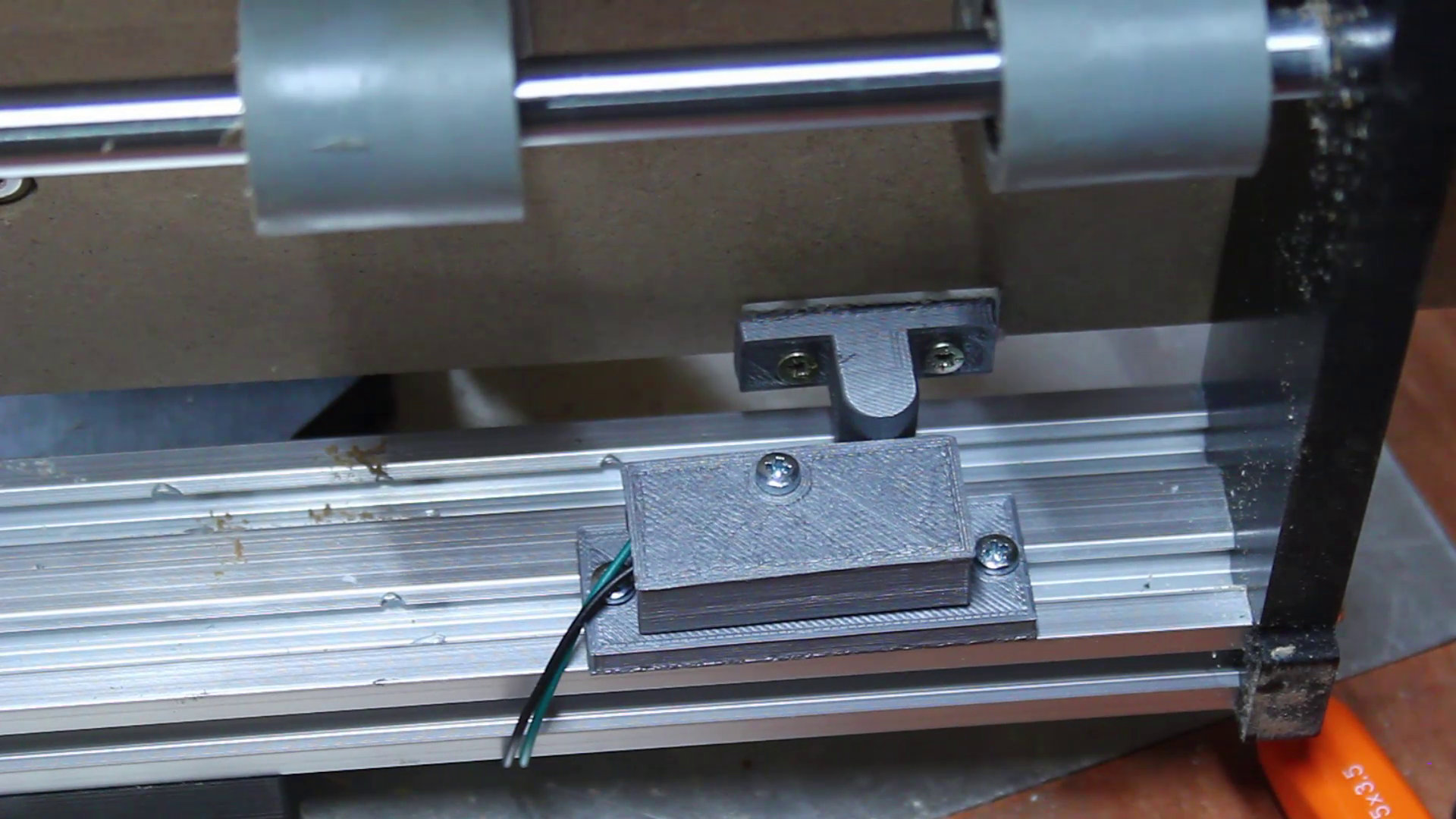
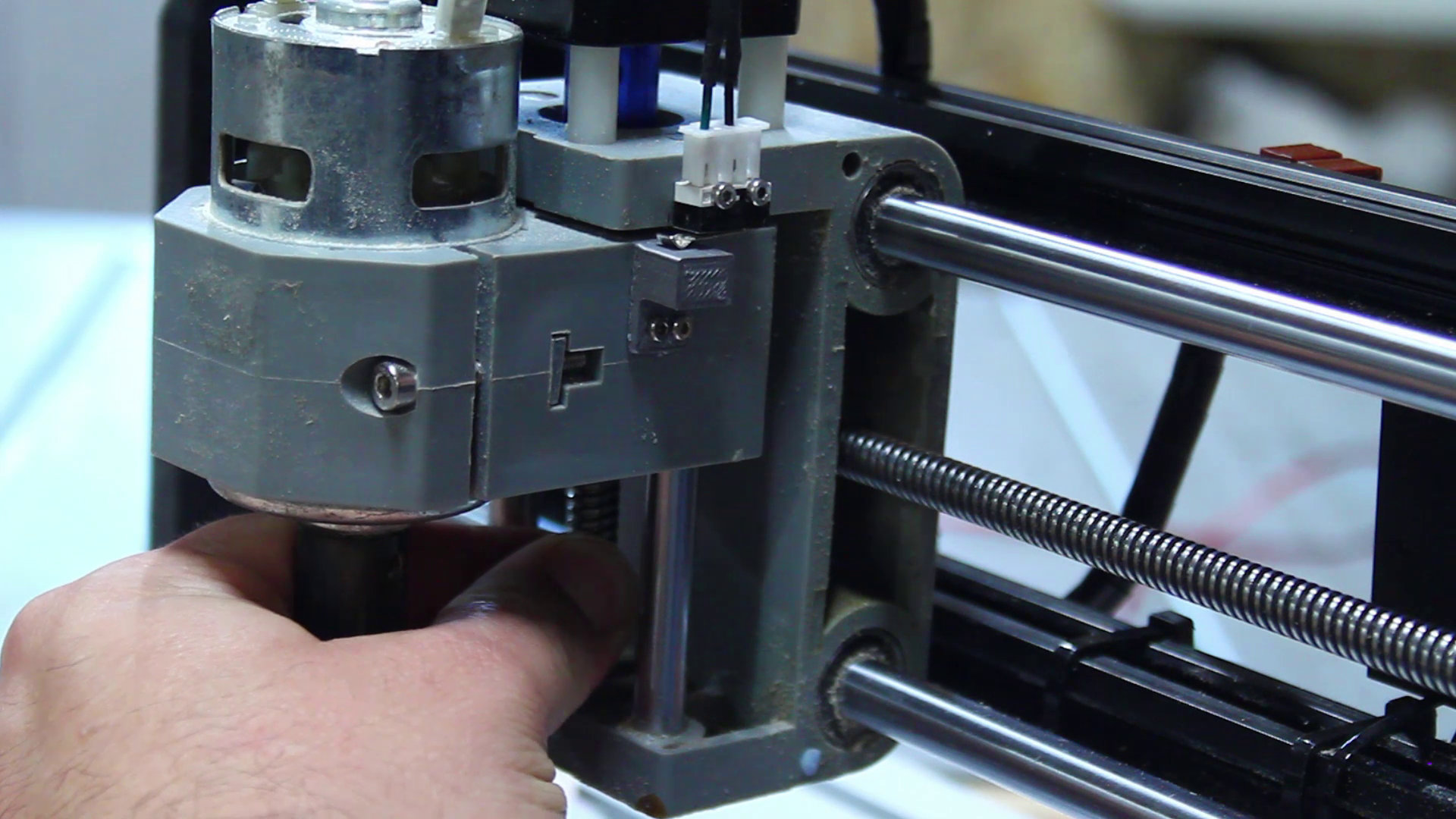
Pour les axes X et Y ils sont fixés grâce a des supports imprimé en 3D et celui de l’axe Z est vissé directement sur le support de l’axe Z.
2 petites calles sont a installer pour faire le contact sous le spoilboard pour l’axe Y et sur la partie mobile de l’axe Z.
Branchement des interrupteurs
Les instructions de branchement sont en général fournies avec l’interrupteur ou gravées sur le circuit de l’interrupteur.
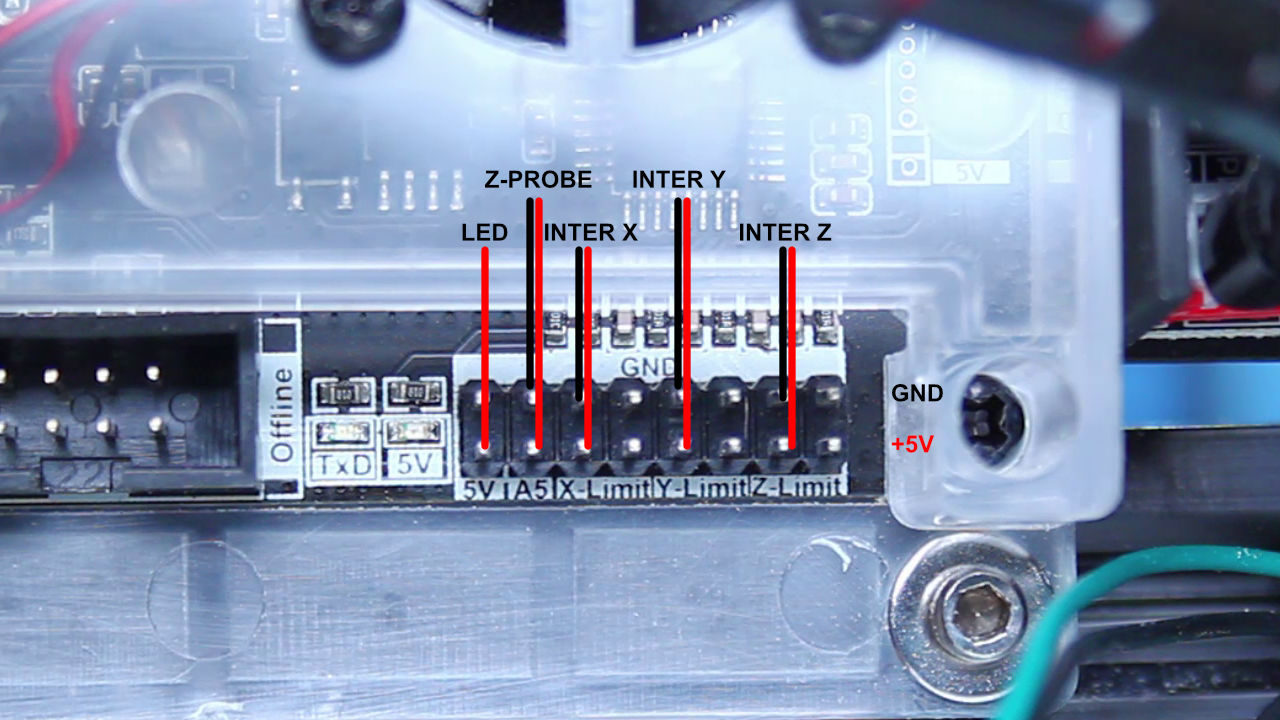
Le branchement des 3 interrupteurs se fait sur la carte de contrôle de la machine sur les Pin X Limit, Y Limit et Z Limit. Les GND des interrupteurs sur la ligne GND et les +5v sur la ligne +5V. (Voir photo plus bas)
Ces interrupteurs sont aussi équipé d’une LED, il faut la câbler sur le +5v si vous souhaitez l’utiliser (Personnellement je ne les ai pas câblées).
Configuration
Les interrupteurs que j’ai installé peuvent se brancher soit en NO (Normalement Ouvert / normally Open) soit en NF / NC (Normalement Fermé ou Normally Closed).
Pour cet exemple les interrupteurs sont branché en mode NO, ce qui signifie que la détection ne se fait que lorsque l’interrupteur est fermé (contact).
La commande $5 de GRBL doit donc être sur $5=0 pour que ce montage fonctionne.
Pour activer le homing, il faut passer le paramètre $22 sur 1 en entrant la commande $22=1 dans la console de votre logiciel de contrôle.
Ensuite vous pourrez lancer le cycle de homing soit avec le bouton home de votre logiciel, soit en entrant $H dans la console.
Le cycle commence par palper l’axe Z, puis les axes X et Y.
Si après avoir installé le homing, vous commencez a avoir une « erreur 9 » lors du cycle de homing, c’est surement due a la distance de rétractation du homing qui de base est réglé sur 1mm. Pour régler le problème, passez le paramètre $27 sur 2mm en tapant « $27=2 » dans la console de Candle.
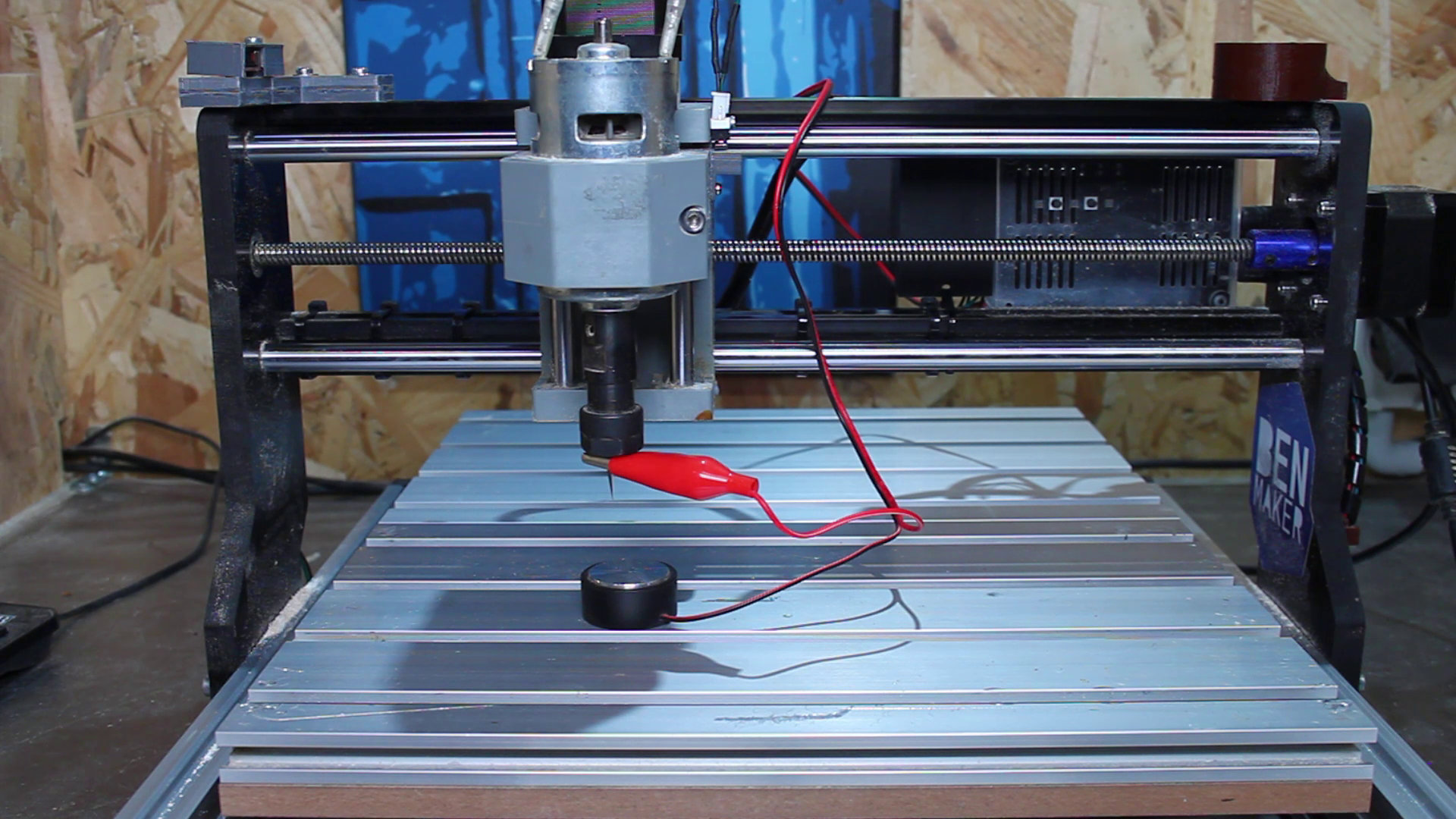
Le Z-Probe
Le Z-probe quand a lui permet d’obtenir le point 0 de l’axe Z en un simple clic ! Fini la feuille de papier pour vérifier que la fraise est bien au ras de la planche ! 😉
Bref, en image c’est plus parlant, je vous explique tout ça dans la vidéo !
Branchement du Z-probe
Le Z-probe se branche tout simplement sur les pins A5 de la carte contrôleur.
Programme du Z-Probe
Le code de commande pour le palpeur est a entrer dans les paramètres de votre logiciel (GRBL Candle dans la vidéo) ou dans a enregistrer dans une macro.
G91G21G38.2Z-50F100; G92Z14.09; G0Z5M30Explication du programme :
- G91 : Mode coordonnées absolues
- G21 : Programme en millimètres
- G38.2 : Recherche de la sonde (alarme si non trouvée)
- Z-50 | F100; : Déplacement en Z de -50 mm | a une vitesse de 100 mm/min
- G92 | Z14.09; : Si détection, enregistre le point 0 de l’axe Z | en enlevant l’épaisseur de la sonde ( soit 14.09mm)
- G0 | Z5 : Déplacement rapide | de +5mm en Z
- M30 : Fin du programme
N’oubliez pas de modifier la hauteur de votre probe (ici 14.09mm). Mesurez le au pied a coulisse pour plus de précision.
Il vous suffira d’appuyer sur le bouton Probe de votre logiciel ou de lancer la macro contenant ce code pour lancer le programme.
Dans les coordonnées de travail devrait s’afficher une valeur correspondant a la hauteur du probe + les 5mm de retrait. Dans l’exemple j’obtient 19.09mm ce qui correspond a l’écart entre le point 0 et la fraise une fois ce programme terminé.
Les photos
Conclusion
Un ajout très pratique a cette petite CNC devenue grande ! Avoir un point zéro fixe sera utile pour réaliser des projets en plusieurs fois, des projets avec plusieurs programmes ou dans le cas de coupures de courant en pleine gravure.
La mise en place n’est pas bien compliquée et le prix proche de 10€ donc ça ne vaut pas le coup de se priver !






Bonjour,
merci pour le tuto, ça m’a bien aidé pour le Z-Probe. Malheureusement j’ai un soucis de homing, quand j’envoie la commande $H, la broche monte et force en butée malgré le contacteur fin de course enclenché. L’erreur 9 apparait et toutes les commandes sont bloquées. Pour info, j’utilise Candle Version 1.1.7
Bonjour, si ça force c’est que l’interrupteur n’est pas détecté, l’erreur 9 indique que la machine est verrouillée suite a un soucis. Je pense a un soucis de câblage.
C’est ce que je pensais aussi mais ce qui est bizarre, c’est que lorsque je remonte la broche avec le contrôle manuel et que j’actionne le contacteur à la main, le mouvement s’arrête et l’alarme s’affiche normalement. Je vais continuer à chercher.
Merci.
Ne serait il pas câblé sur les mauvais pins de la carte ? Ça fonctionne manuellement parce que ça détecte une limite mais comme ce n’est pas en Z, ça ne fonctionne pas pour le homing et l’axe continue a monter. C’est quoi comme carte ? Il arrive que certaines aient des pins inversés.
apparemment, c’est une GRBL 1.1
je pense que j’ai trouvé et effectivement le marquage sur la carte ne doit pas être bon car j’ai testé un homing et j’ai activé un contacteur de l’axe Y et ça fonctionne. je vais donc changer les branchements et refaire un test.
Génial, le homing fonctionne correctement, merci beaucoup pour ton aide. Par contre maintenant j’ai une alarme à l’ouverture de Candle [CTRL+X] < Grbl 1.1f ['$' for help]
[MSG:'$H'|'$X' to unlock]
Cool, oui l’alarme est normale, elle indique qu’il faut faire le homing pour commencer 😉
Bonjour.
Tout d’abord merci pour ce tuto fort bien expliqué et cela fonctionne parfaitement avec Candel , par contre j’ai une CNC 3018 Pro de chez VEVOR avec le boitier déporté hors ligne et là ça se complique un peu car plus rien de bouge dans les trois axes si je l’utilise avec les $21 et $22 à 1 et $23 à 3 comme indiqué , il faut que je ramène tout à 0 pour que cela refonctionne mais sans homing bien entendu. Y a t’il une solution à ce souci ?
Cordialement.
Bonjour, Je suppose que vos interrupteurs sont détectés comme activés par défaut ce qui empêche tout mouvement. Vous n’avez pas de message d’erreur dans la console ?
C’est vous qui avez installé les interrupteurs ou ils sont fournis avec la machine ?
Comment sont câblés vos interrupteurs ? Ils peuvent êtres câblés en mode NC (ou NF en français)?
NO : Normalement ouvert
NC : Normalement fermé
Si vous les avez câblé en NO, comme moi, vérifiez que le $5 est égal a 0.
S’il sont câblés en NC, il faudra le passer le $5 sur 1 et ajouter une résistance pull-down si elle n’est pas déjà inclue avec la machine (dans le cas d’interrupteurs précablés).
Si ce sont des interrupteur NC/NO comme les miens vérifiez le câblage sur l’interrupteur pour les passer en mode NO.
Vous pouvez tester le fonctionnement des interrupteurs en activant uniquement $21=1. Un message devrait s’afficher dans la console lors de l’appui sur l’interrupteur.
Bonjour.
Les interrupteurs sont câblés identiquement à la vidéo, Ils sont câblés en NO, $5 est bien à 0 et comme dit « » cela fonctionne parfaitement en connexion avec le PC sur le logiciel CANDLE « » , par contre avec le module déporté et carte µSD sans PC tout est bloqué et l’utilisation de ce module impose le fait de désactiver les end-stop.
Ok, j’avais mal compris. Avez vous une fonction home sur le contrôleur ?
S’il s’agit d’un contrôleur hors ligne basique, il n’y a pas de fonction home dans le menu, il faudra donc désactiver le homing $22=0, mais il est possible que les interrupteurs puissent servir pour les limites matérielles par contre, essayez en gardant $21=1.
Bonjour .
Problème résolu , en effet c’était le contrôleur d’origine qui n’est pas compatible avec les end-stop , donc achat d’un contrôleur de meilleure qualité et désormais tout fonctionne parfaitement.
Un grand merci pour votre aide et pour la qualité de vos tutos.
Bonjour Je suis assidu à tes explications et tes vidéo sur CNC 3018. Je les trouves très explicite, malgré cela j’ai un problème de sens une fois le home fait , mes commandes sont à l’envers sous lightburn. j’ai essayé pas mal de chose mais rien n’y fait. si tu as un conseil je suis preneur.
$2=0, $3=4, $20=0, $21=1, $22=1, $23=2 .
cordialement Xavier
Bonjour, j’ai publié un article sur Lightburn avec la cnc 3018, Vous y trouverez surement la réponse 😉
Découvrir Lightburn
CONFIGURER LIGHTBURN POUR LA CNC 3018 > CONFIGURER LE POINT 0 AVEC HOMING
Bonjour, j’ai suivi ta vidéo scrupuleusement sur youtube malheureusement je n’arrive pas au même résultat, si je met la fraiseuse en Y homing (par exemple) impossible de bouger un axe par la suite, elle se met en sécurité, je ne comprend pas pourquoi c’est a ni rien comprendre, je m’arrache les cheveux! lol
Je voudrais me servir des fin de courses pour justement mettre le départ de mes usinage au point X0 Y0 pour ne regler que mon Z (qui serait toujours le même car c’est pour usiner toujours la meme piece, mais non seulement le home XY ne fonctionne pas mais en plus quand un axe est en home les autres axes ne fonctionne pas.
J’ai vraiment besoin d’aide sur ce coup la, si vous avez une solution je suis prenneur.
Salutations
Bonjour,
Quand vous parlez de mettre l’axe Y en homing, ce n’est pas très clair, vous le faite manuellement en déplaçant la broche avec les flèches? Si oui c’est normal que la cnc se mette en sécurité quand la broche touche l’interrupteur.
Le homing se fait sur les 3 axes simultanément en cliquant sur le bouton homing ou en envoyant la commande $H . Il indique au logiciel le point zéro des coordonnées machine. Pas le point zéro des coordonnées de travail, que vous pouvez placer ensuite ou vous voulez.
Si j’ai mal compris et que c’est en cliquant sur le bouton homing, ça me fait un peu penser a l’erreur 9 que j’ai eu. Une fois le homing fait, la cnc se met en mode alarme erreur 9 parce ce que la distance de retrait est trop courte.
Dans ce cas, testez d’augmenter la distance de rétractation du homing comme précisé dans la partie « mise a jour » de l’article. $27=2 (mm) par exemple
Si ce n’est pas ça, j’aurai besoin de plus d’infos pour vous aider :
– Quelle erreur donne grbl lorsqu’il se met en sécurité ?
– Quelle est votre configuration grbl ? $$ dans la console.
– Ou sont placés les 3 interrupteurs ?