

Ne laissez jamais un laser allumé sans surveillance. Portez toujours des protections oculaires et prévoyez une ventilation adaptée. Un accident est vite arrivé ! Plus d’informations
Qu’est ce que Lightburn ?
Lightburn est un logiciel de gravure laser hyper complet compatible avec les machines fonctionnant sous les contrôleurs Ruida, Trocen, TopWisdom, et GCode. Ce qui inclus donc la CNC 3018 !
Il permet de graver des formes vectorielles et des images et Il est aussi possible de créer vos motifs directement dans Lightburn.
Une version d’essai de 30 jours est disponible et vous permet de découvrir l’intégralité du logiciel. Ensuite il faudra payer, mais vu ce dont le logiciel est capable, ça vaut largement le coup !
Lightburn est disponible pour Windows, Mac os et Linux en cliquant sur le lien ci dessous :
L’interface de lightburn
L’interface est entièrement modulable, on peut déplacer chaque élément pour adapter l’interface a ses besoins. On peut choisir d’afficher ou non certaines fenêtres et les ranger sous forme d’onglets. Il est aussi possible de créer plusieurs groupes d’onglets pour séparer les fenêtres par type. Très pratique !
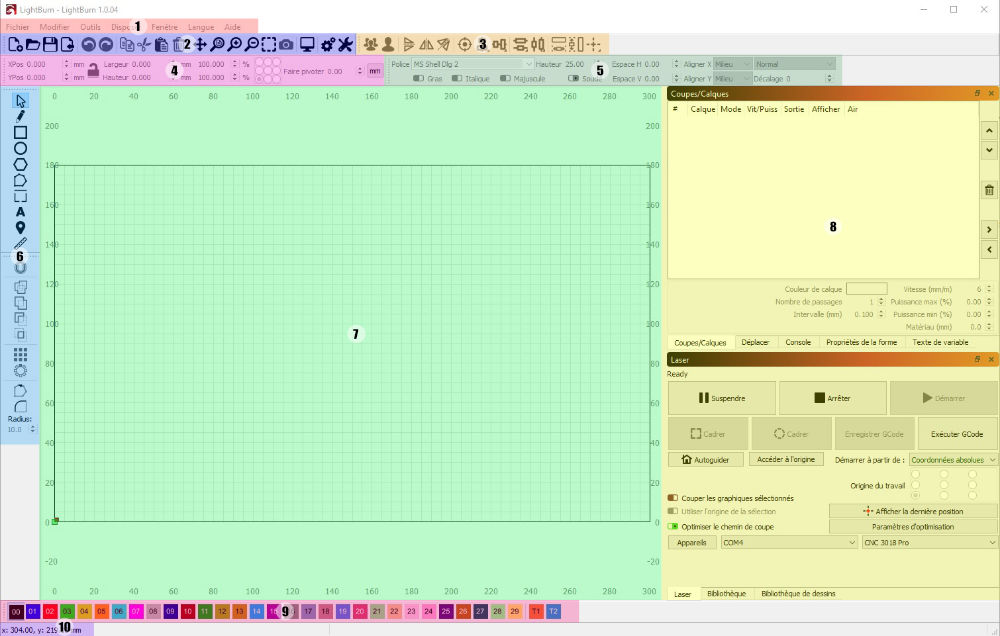
Voici les différentes sections que vous pourrez retrouver :
- Menus principal
- Barre d’outils principale
- Barre d’outils d’arrangement (regroupement, mise en miroir, alignement, distribution)
- Modifications numériques (taille, position, unités)
- Polices et texte
- Outils de création (sélection, formes, texte, édition de nœuds), Outils modificateurs (décalage, opérations booléennes, grilles)
- Espace de travail
- Fenêtres de réglages (Contrôle laser, claques, Console, Déplacement, Propriété de forme, Bibliothèques d’art et de matériaux, Controle de la caméra, Textes variables…)
- Calques sous forme de palette de couleurs
- Informations
Lightburn dispose d’une documentation plutôt complète traduite en français donc je ne détaillerai pas toutes les fonctions dans cet article.
Fonctionnalités de Lightburn
Traduit en Français
Assez rare pour le souligner, Lightburn est intégralement traduit en français !
Importer / Exporter
Lightburn permet d’importer des images aux formats suivants .BMP .JPG .PNG .GIF .TIF et .TGA
Ainsi que des fichiers vectoriels aux formats .AI .PDF .SC .DXF .HPGL .PLT .RD .SCPRO2 .SVG .LBRN et . LBRN2
Il est possible d’exporter vos projets aux formats : .AI .DXF .SVG
Gravure et découpe de fichier Vectoriel
Vous pouvez importer vos propres créations, réalisées depuis votre logiciel préféré, ou créer directement dans Lightburn.
En effet il dispose d’outils puissants et plutôt complets.
Création de formes par points, d’ellipses ou de rectangles, booléens, fusion de formes, création de tableaux, tout ça est possible directement dans Lightburn !
Vous pouvez aussi tracer un fichier image pour obtenir des formes vectorielles et les modifier.
Pour la découpe, il est même possible d’ajouter des ponts pour éviter que la pièce ne se détache une fois découpée.
Et si votre machine est trop petite, lightburn permet la gravure en plusieurs fois avec un système d’alignement très efficace ainsi qu’un outil pour découper vos projets en plusieurs morceaux.
Gravure d’images
La gravure d’images et de photos est aussi possible.
Lightburn possède de nombreux réglages de gravure pour les photos, il est aussi possible de créer des masques ou de les recadrer directement.
Outils rotatifs
Lightburn gère aussi les outils rotatifs afin de graver sur des surfaces arrondies telles que des bouteilles. (Dans outils > Configuration de la rotative)
Bibliothèques
Il est possible de créer des bibliothèques de motifs et de réglages de gravure.
Ajouter une machine
Dans cet exemple je vais ajouter une CNC 3018 Pro, mais c’est la même chose pour les autres machines sous GRBL.
Installer le driver GRBL
Pour fonctionner, le contrôleur GRBL a besoin du driver CH340 ou CH341 qui est en général fourni par le vendeur.
Enregistrer la machine
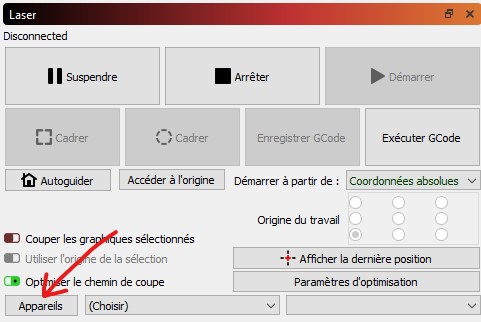
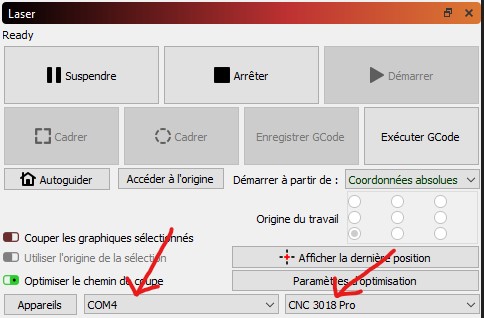
Une fois Lightburn ouvert, cliquez sur « Appareils » dans l’onglet laser.
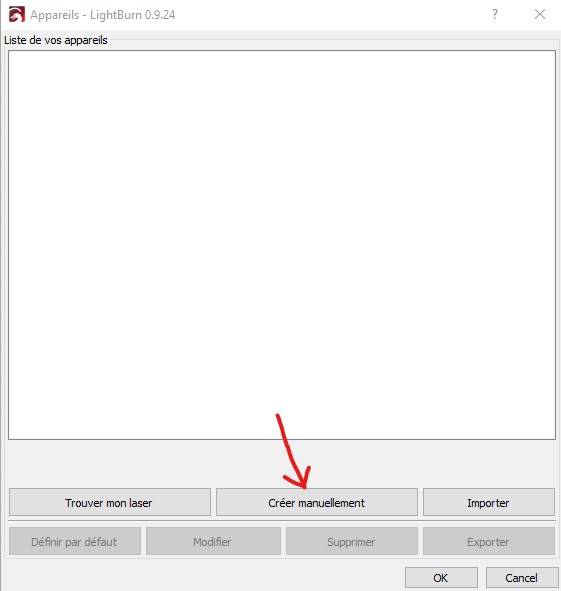
Une fenêtre s’ouvre, cliquez maintenant sur « Créer manuellement »
Ensuite choisissez type de connection « Serial/USB ».
Sur la page suivante, vous pouvez nommer votre machine et entrer les dimensions utilisables de votre plateau.
Sur la page suivante, indiquez ou vous souhaitez votre point 0, en général en bas a gauche pour une CNC ou en haute a gauche pour un graveur laser. Si vous avez des interrupteurs de fin de course, je vous conseille de ne pas cocher « autoguider votre laser au démarrage » et de le faire manuellement vous même par la suite.
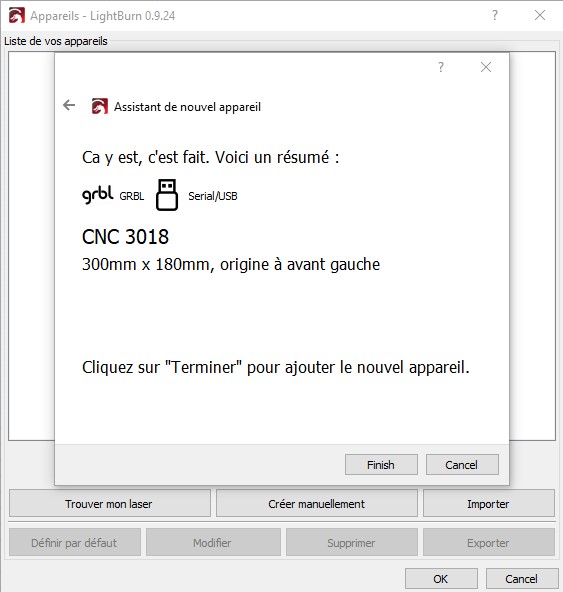
La dernière page résume tout ce que vous venez d’entrer, cliquez sur « Finish » pour enregistrer puis sur ok pour fermer la fenêtre.
Une autre façon de faire est d’utiliser un fichier de configuration fourni par le fabricant de votre machine. il suffit de l’importer dans « Importer » et toute la configuration se fait automatiquement.
Le nom de la machine enregistrée s’affiche désormais dans la fenêtre laser, sélectionnez le port COM correspondant a votre port USB juste à coté. La machine est désormais connectée.
Pour en savoir plus sur la configuration de Lightburn avec une CNC, en l’occurrence la CNC 3018 dans cet exemple, c’est dans l’article ci-dessous.
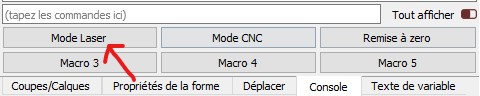
Console
La console vous permet d’envoyer des commandes à la machine et des boutons macro configurables se trouvent en dessous. Faites un clic droit dessus pour les éditer.
Déplacements
Les déplacements des axes se font dans l’onglet « Déplacer ».
Utilisez les flèches pour bouger les axes. Vous pouvez définir une distance et une vitesse pour les déplacements.
La « maison » au centre des flèches permet de lancer un cycle de homing.
Au dessus, le bouton « Obtenir la position », permet de connaitre l’emplacement exact du laser. Vous pouvez envoyer le laser a une position souhaitée directement au lieu d’utiliser le Jog et enregistrer ces positions pour les réutiliser ultérieurement.
En bas un bouton permet d’activer le laser à une puissance voulue.
Calques

Pour pouvoir faire vos réglages de gravure vous devez assigner vos tracés a des calques. Ils sont représentés par les numéro et des couleurs.
Les calques 00 a 29 sont des calques classiques et les calques T1 et T2 sont des calques « outils » ils servent à assigner vos lignes de repère et ne sont pas gravés.
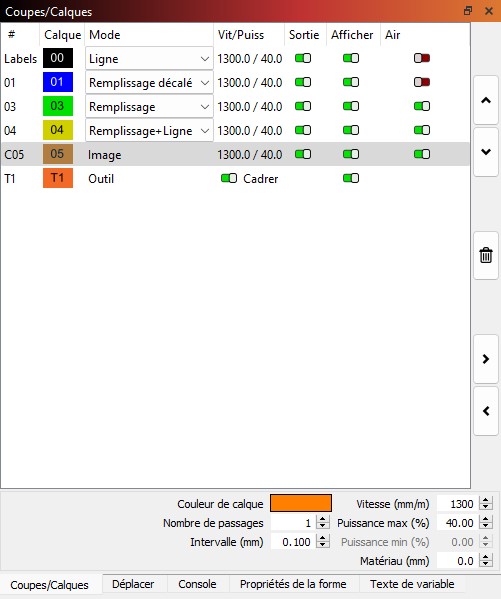
Vous avez le choix entre plusieurs mode pour chaque calque :
- Ligne : Grave une ligne simple.
- Remplissage décalé : Réalise un remplissage plus rapide mais moins propre, idéal pour les machines lentes comme la cnc 3018. 😉
- Remplissage : Réalise un remplissage ligne par ligne.
- Remplissage + ligne : Réalise un remplissage puis fait le contour de la forme.
- Image : Pour les images, Lightburn vous affiche directement le mode image. Vous avez le choix entre plusieurs techniques de gravure, plus ou moins rapides.
- Outil : Ne grave rien. sert pour les repères (calques T1 et T2).
En dessous vous avez la possibilité de faire des réglages pour chaque calque.
- Vitesse : en mm/min.
- Puissance : en %.
- Nombre de passe
- Intervalle : Écartement entre les passes.
- Matériau : Épaisseur du matériau.
En double cliquant sur un calque vous aurez accès a plus d’options.
A droite des calques vous avez la possibilité d’activer ou de désactiver la gravure du calque avec le bouton « Sortie ». Vous pouvez choisir de l’afficher ou non avec « Afficher » et vous pouvez activer automatiquement un système d’air assist si vous en avez un connecté a votre machine avec le bouton « Air ».
Boutons Macro
Lightburn permet l’ajout de 6 boutons pour lancer des commandes facilement (modification de paramètres grbl, commandes de fonctions). Pour ajouter une macro, faites un clic droit sur un bouton, une fenêtre s’ouvre vous permettant d’indiquer le nom du bouton et la commande qui lui sera associée.
Gravure de fichier vectoriel
Pour cet exemple j’ai dessiné un Tardis (de la série Doctor Who) sur Affinity Designer. Il est constitué de 3 parties qui vont toutes être gravés avec une technique différente.
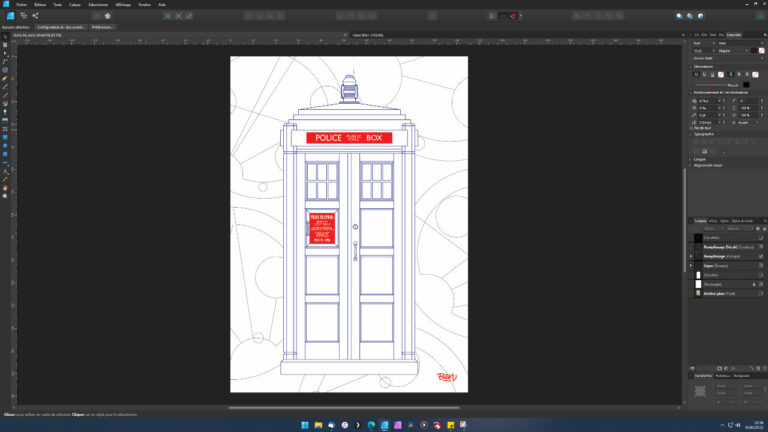
J’importe mon fichier SVG et je commence par sélectionner tous les tracés et je met les coordonnées a 0 en X et Y. (Xpos et Ypos, dans le coin supérieur gauche de l’interface)
Je sélectionne chaque partie de la gravure et je leur assigne des calques différents avec les boutons colorés en bas.
- Les tracés noir seront gravé en mode Ligne car je veux qu’il soient fins.
- Les tracés bleu en mode Remplissage décalé parce qu’il sont plus épais et que cette technique marche bien sur les tracés et est beaucoup plus rapide que le mode Remplissage.
- Les tracés rouge en mode Remplissage ligne par ligne pour avoir un rendu bien net des textes.
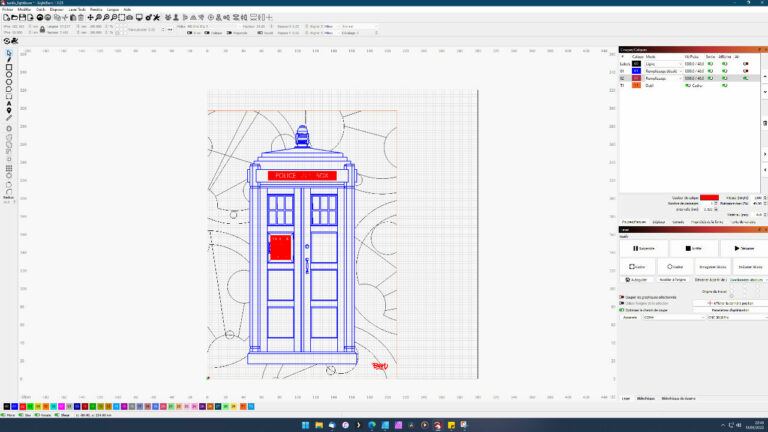
Pour ce qui est des réglages, je met la vitesse à 1300mm/min, la puissance à 40% et une seule passe. Ce sera évidement à ajuster suivant votre machine et votre laser. Pour les calques en mode Remplissage, je choisis un écartement de ligne de 0.1 car je sais que le rendu sera propre. Pour le sur balayage, je le règle sur 3-4%.
Lightburn étant aussi un logiciel de CAO, vous pouvez aussi dessiner vos tracés directement dedans. Pour l’assignation des calques, le principe reste le même. Je ne détaille pas toutes les possibilités de dessin de Lightburn car ce serait beaucoup trop long, il est très complet. Mais vous pouvez entre autre gérer le texte et le guider avec des tracés pour lui donner la forme que vous souhaitez. Vous pouvez dessiner avec les formes prédéfinies ou point par point. Faire des « Array » pour dupliquer les formes, des « offset » pour définir des contour internes et externes, des booléens et bien d’autres choses. 😉
Retrouvez ce projet en vidéo dans mon article sur la configuration de Lightburn avec la CNC 3018.
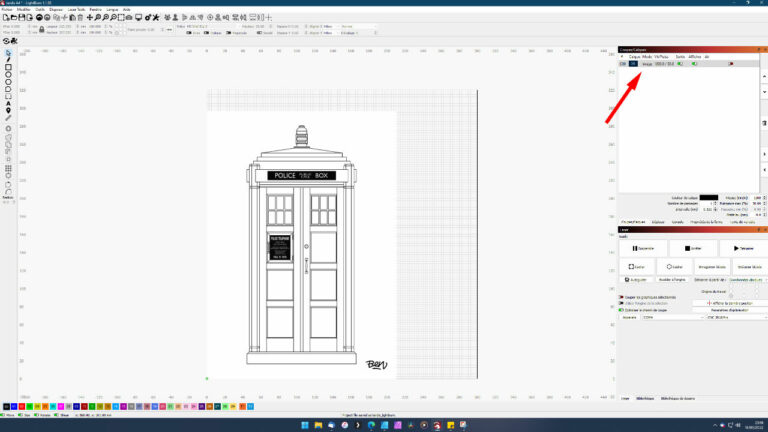
Gravure de fichier image / photos
Si vous importez un fichier image ou une photo (jpg, gif, png, bmp) le calque que vous assignerez à votre image vous proposera directement un mode de gravure d’images.
Double-cliquez sur le calque pour obtenir plusieurs choix de type de gravure.
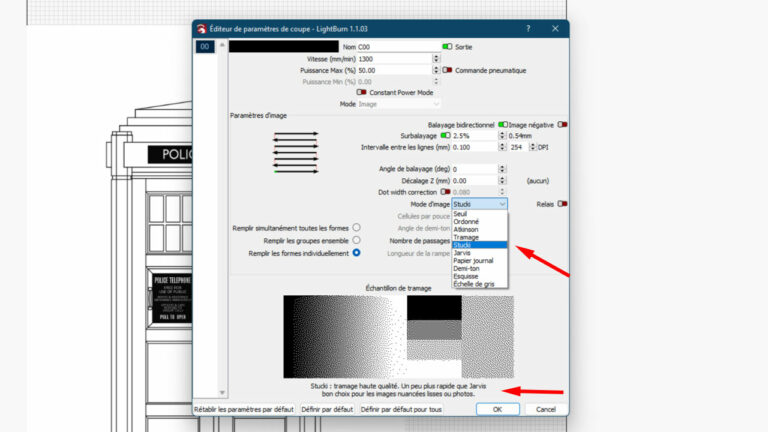
Chaque mode d’image est décrit juste en dessous. Personnellement j’aime bien le mode Jarvis mais tout dépend de l’esthétique que vous voulez donner a votre image.
Aperçu de la gravure
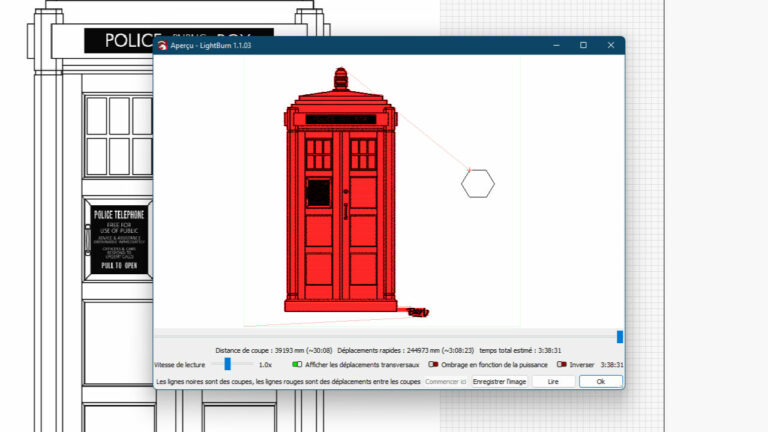
Le raccourci Alt+P ou le bouton écran dans la barre supérieure vous permettent d’afficher un aperçu des déplacements que fera le laser lors de la gravure. Il vous indique aussi la durée totale de la gravure. Pratique !
Démarrer la gravure
Je fait le homing, puis je fait le réglage de focale sur le matériau avec la calle fournie avec le laser, je déplace le laser si besoin.
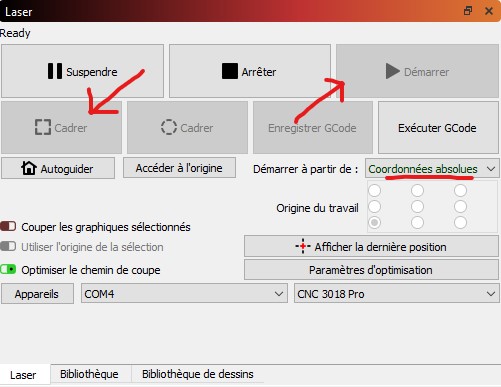
Ensuite, je vais dans l’onglet « Laser ».
Dans « Démarrer à partir de », je choisi « Coordonnées absolues » si j’utilise le point 0 machine (indiqué a Lightburn lors du homing) ou « Position utilisateur » si je veux partir de l’endroit ou se trouve le laser.
Je vérifie que le placement est bon en cliquant sur « Cadrer », le laser va se déplacer pour bien vous montrer la zone de gravure.
Tout est ok, je clique sur « Démarrer » et la gravure se lance.
Astuces
- Si vous ne savez pas a quoi sert une fonction, il suffit de la survoler pour qu’un texte contextuel apparaisse.
- Afficher l’aide pour un élément en particulier : survolez l’élément et appuyez sur « F1 ».
- Les zones de position, largeur et hauteur acceptent les mesures (mm, cm…) et les équations (addition, soustraction, multiplication, division, sinus cosinus tangente…)
- Réinitialiser les fenêtres de Lightburn : Dans le menu fenêtre, cliquez sur réinitialiser la mise en page par défaut, ou si ça ne fonctionne pas, redémarrez Lightburn en maintenant la touche maj enfoncée.
Mon avis
Lightburn est clairement la référence des logiciels pour la gravure laser, il est très complet et plutôt simple a prendre en main. Il y a encore plein de fonctions a découvrir, mais ce sera pour un prochain article !
Laisser un commentaire