
Après avoir agrandi ma CNC 3018 pour la passer en CNC 3040 et installé un nouveau plateau, je met en place le homing avec 3 interrupteurs de fin de course et j’ajoute un Z-Probe pour rendre son utilisation plus fiable et agréable !
Ce que j’ai utilisé pour ce projet
- CNC 3018 Pro
- Kit d’extension de l’axe Y Genmitsu
- Kit d’extension du plateau Genmitsu
- Interrupteurs fin de course
- Z-probe Sainsmart
- Vis M3
- Imprimante 3D
- Filament PLA
Fichiers utilisés
- Supports Endstop sur Thingiverse
- T-nuts M3 sur Thingiverse
- Support du Z-probe sur Thingiverse
La vidéo
Le homing
Le système de homing permet d’avoir un point de référence fixe sur le plateau de la CNC, a chaque démarrage grâce a des interrupteurs placés sur chaque axe.
Pratique en cas de coupure de courant ou pour un projet en plusieurs programmes ou qui prend plusieurs jours.
Il permet aussi d’ajouter un peu de sécurité, en effet en entrant les dimensions maximales du plateau, la broche de la CNC n’ira pas cogner contre les montants si vous avez prévu une gravure trop grande pour votre machine !
Installation des interrupteurs
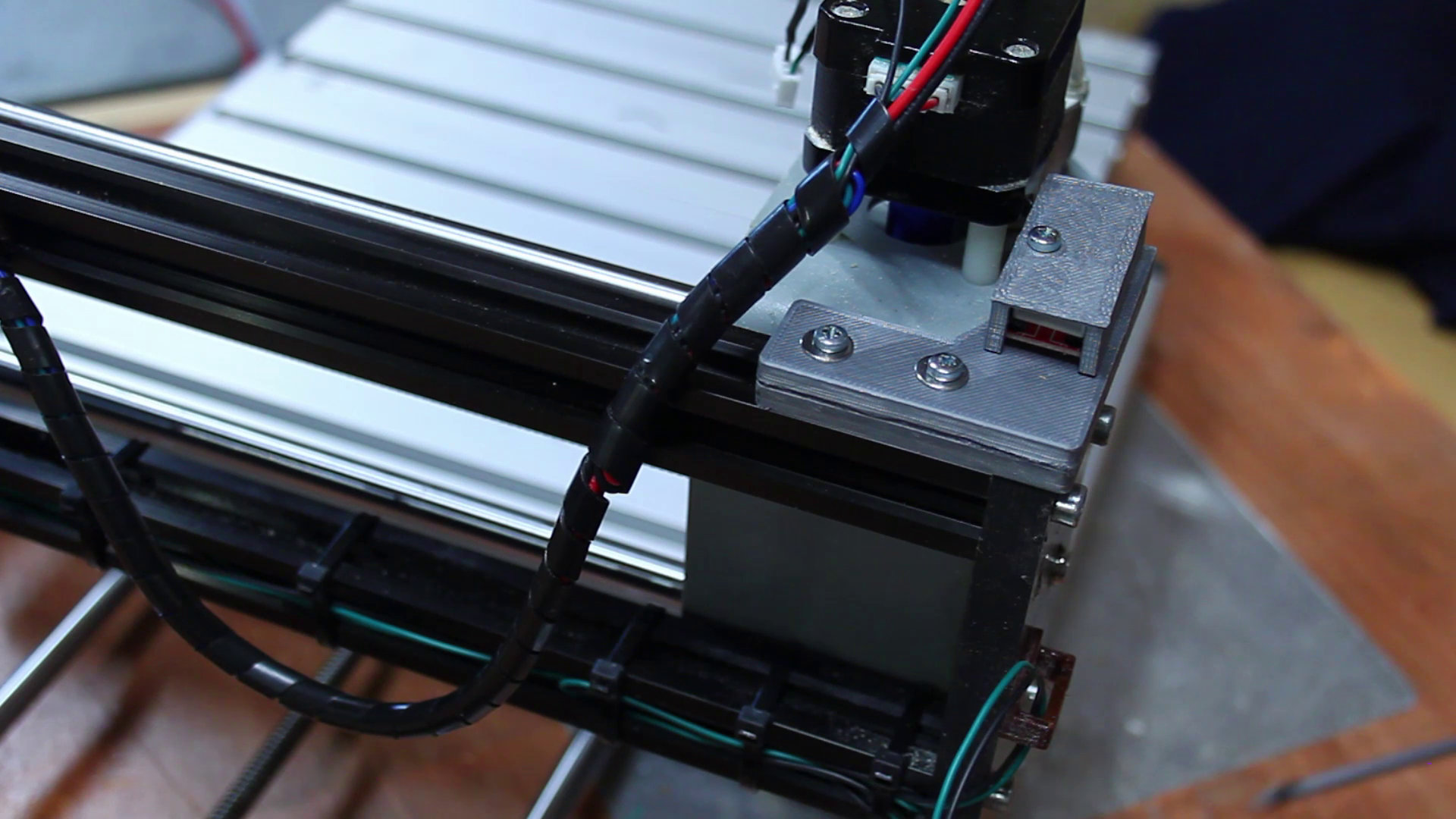
Pour le homing 3 interrupteurs suffisent, un a l’arrière gauche de l’axe Y, un a gauche de l’axe X et un sur le haut de l’axe Z.
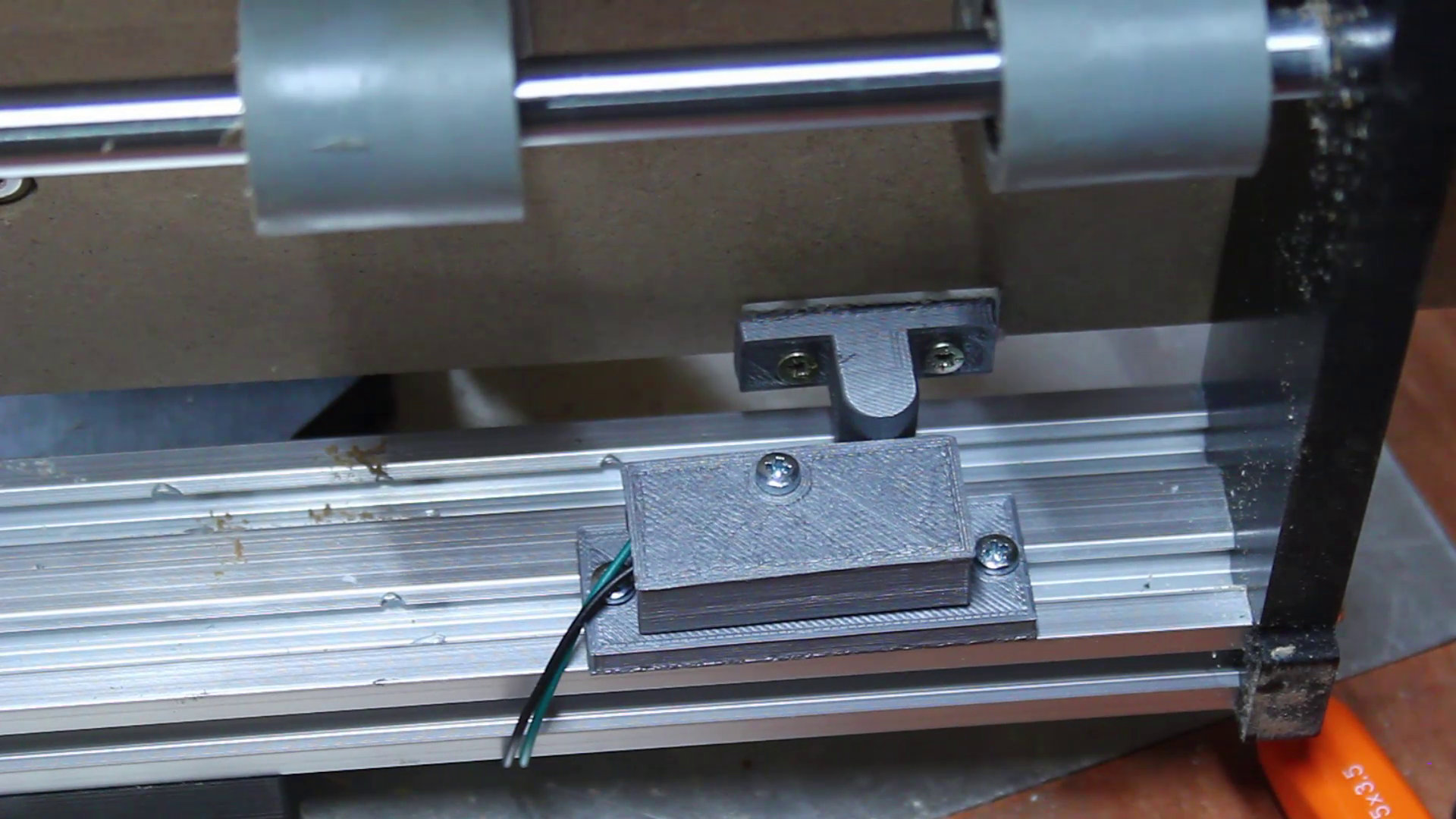
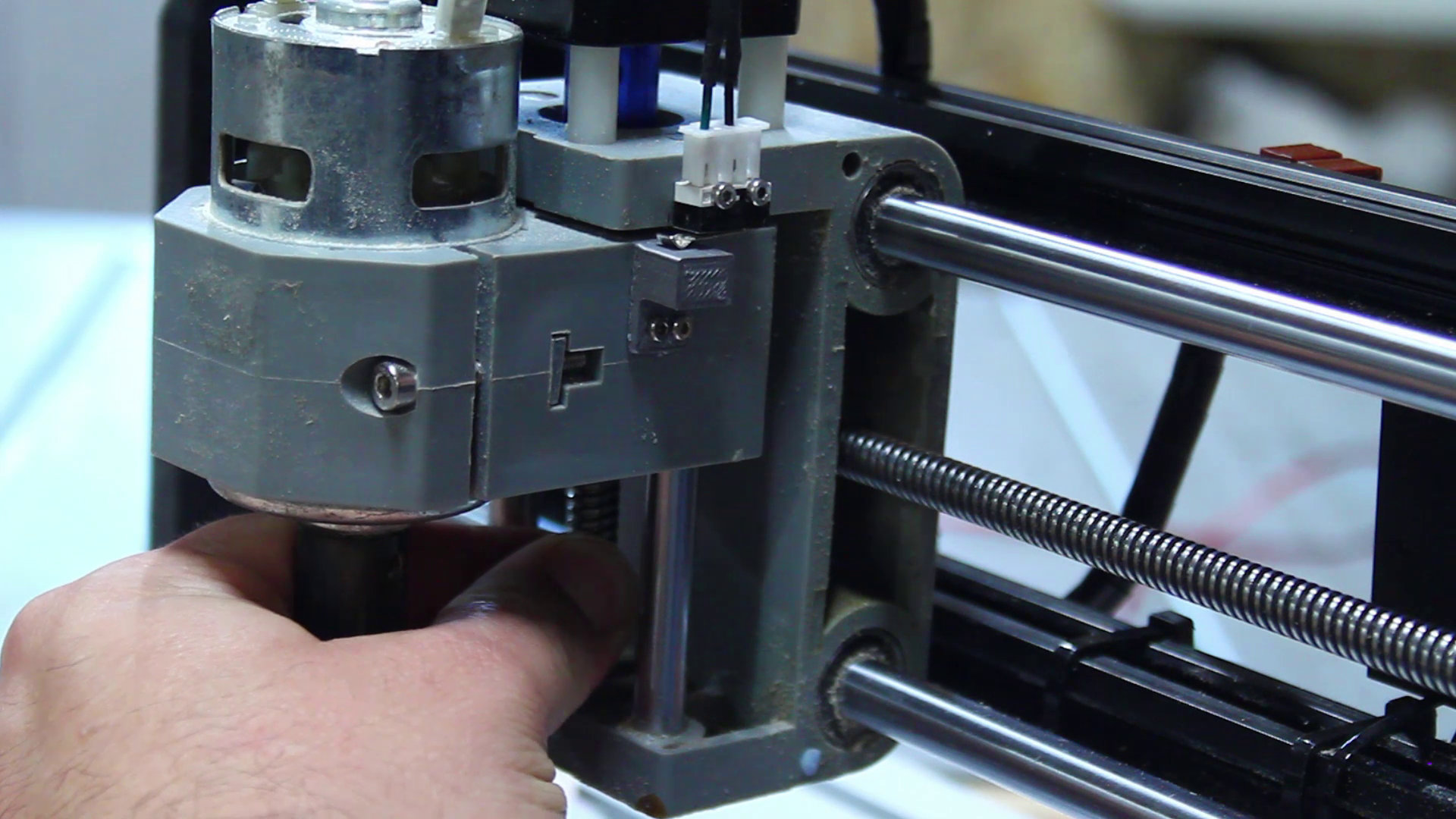
Pour les axes X et Y ils sont fixés grâce a des supports imprimé en 3D et celui de l’axe Z est vissé directement sur le support de l’axe Z.
2 petites calles sont a installer pour faire le contact sous le spoilboard pour l’axe Y et sur la partie mobile de l’axe Z.
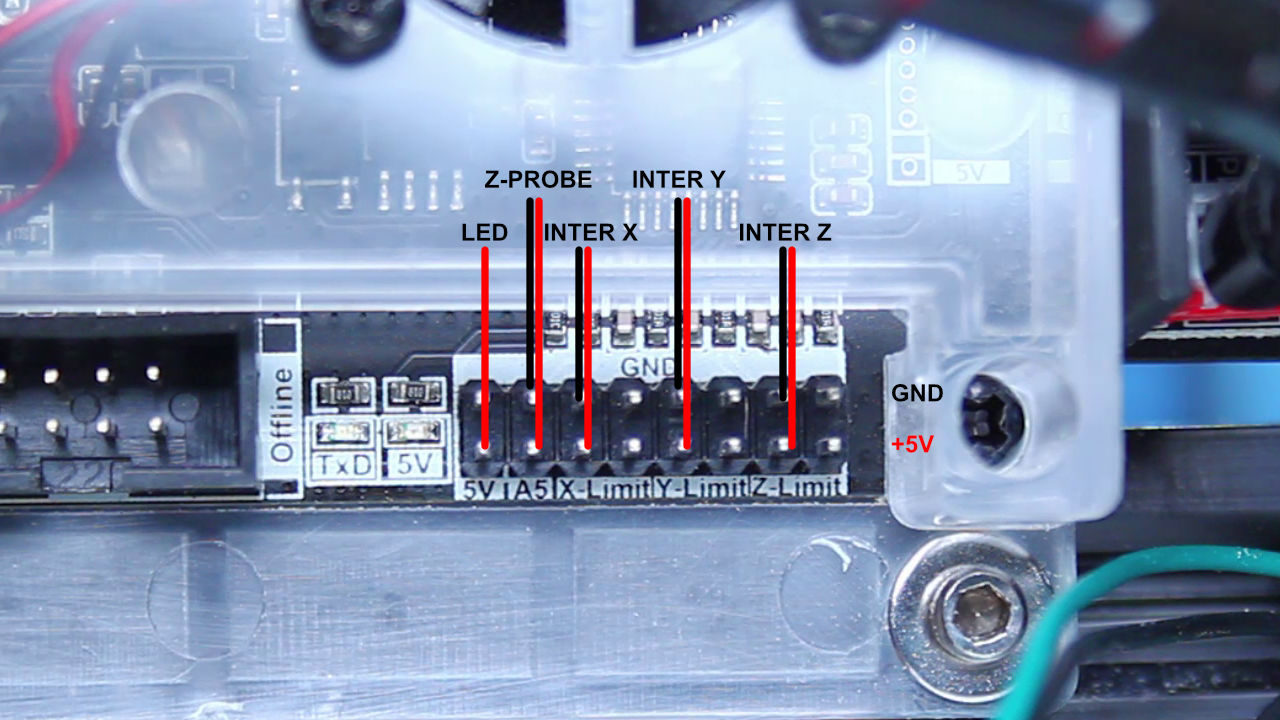
Branchement des interrupteurs
Les instructions de branchement sont en général fournies avec l’interrupteur ou gravées sur le circuit de l’interrupteur.
Le branchement des 3 interrupteurs se fait sur la carte de contrôle de la machine sur les Pin X Limit, Y Limit et Z Limit. Les GND des interrupteurs sur la ligne GND et les +5v sur la ligne +5V. (Voir photo plus bas)
Ces interrupteurs sont aussi équipé d’une LED, il faut la câbler sur le +5v si vous souhaitez l’utiliser (Personnellement je ne les ai pas câblées).
Configuration
Les interrupteurs que j’ai installé peuvent se brancher soit en NO (Normalement Ouvert / normally Open) soit en NF / NC (Normalement Fermé ou Normally Closed).
Pour cet exemple les interrupteurs sont branché en mode NO, ce qui signifie que la détection ne se fait que lorsque l’interrupteur est fermé (contact).
La commande $5 de GRBL doit donc être sur $5=0 pour que ce montage fonctionne.
Pour activer le homing, il faut passer le paramètre $22 sur 1 en entrant la commande $22=1 dans la console de votre logiciel de contrôle.
Ensuite vous pourrez lancer le cycle de homing soit avec le bouton home de votre logiciel, soit en entrant $H dans la console.
Le cycle commence par palper l’axe Z, puis les axes X et Y.
Si après avoir installé le homing, vous commencez a avoir une « erreur 9 » lors du cycle de homing, c’est surement due a la distance de rétractation du homing qui de base est réglé sur 1mm. Pour régler le problème, passez le paramètre $27 sur 2mm en tapant « $27=2 » dans la console de Candle.
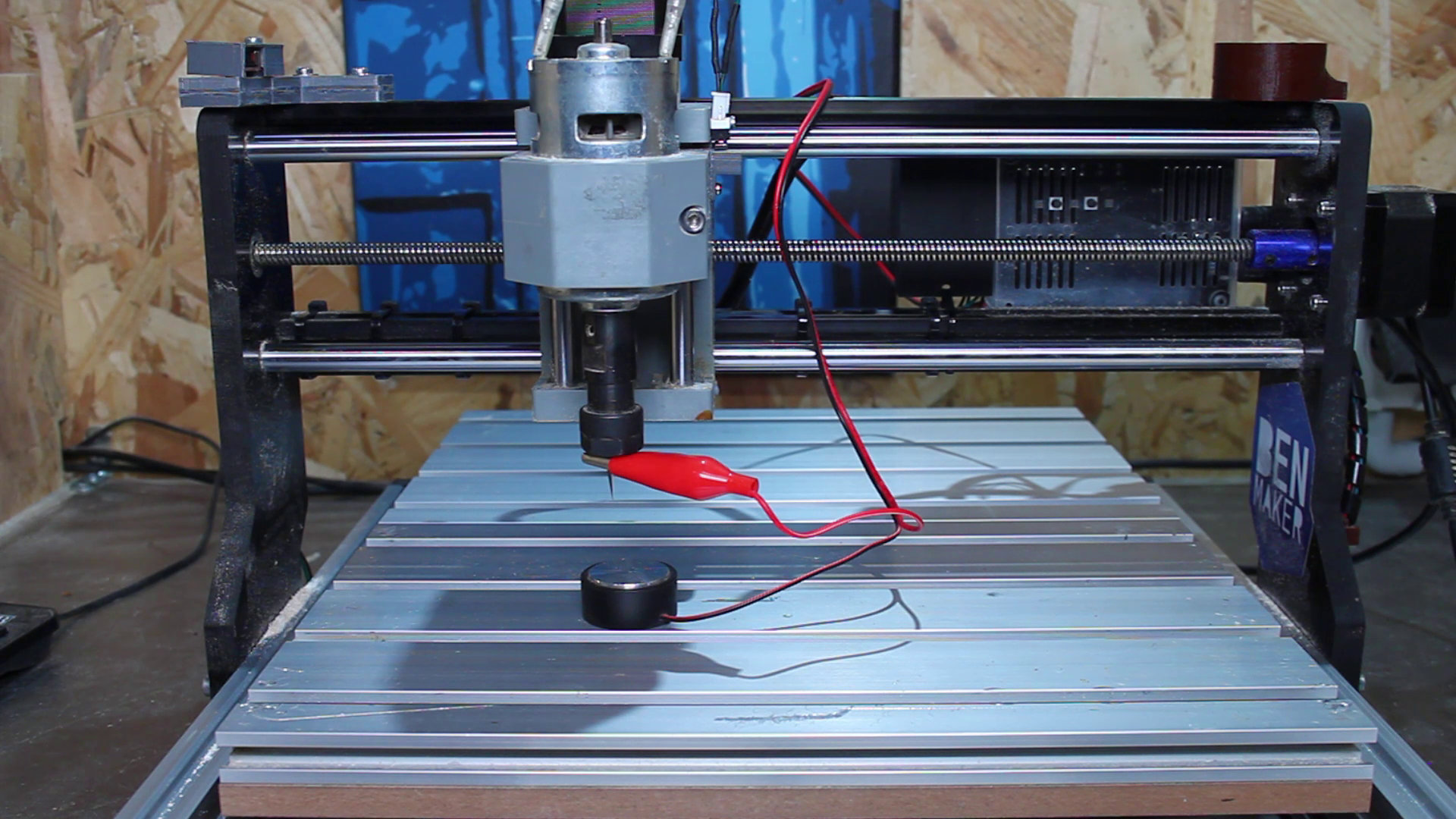
Le Z-Probe
Le Z-probe quand a lui permet d’obtenir le point 0 de l’axe Z en un simple clic ! Fini la feuille de papier pour vérifier que la fraise est bien au ras de la planche ! 😉
Bref, en image c’est plus parlant, je vous explique tout ça dans la vidéo !
Branchement du Z-probe
Le Z-probe se branche tout simplement sur les pins A5 de la carte contrôleur.
Programme du Z-Probe
Le code de commande pour le palpeur est a entrer dans les paramètres de votre logiciel (GRBL Candle dans la vidéo) ou dans a enregistrer dans une macro.
G91G21G38.2Z-50F100; G92Z14.09; G0Z5M30Explication du programme :
- G91 : Mode coordonnées absolues
- G21 : Programme en millimètres
- G38.2 : Recherche de la sonde (alarme si non trouvée)
- Z-50 | F100; : Déplacement en Z de -50 mm | a une vitesse de 100 mm/min
- G92 | Z14.09; : Si détection, enregistre le point 0 de l’axe Z | en enlevant l’épaisseur de la sonde ( soit 14.09mm)
- G0 | Z5 : Déplacement rapide | de +5mm en Z
- M30 : Fin du programme
N’oubliez pas de modifier la hauteur de votre probe (ici 14.09mm). Mesurez le au pied a coulisse pour plus de précision.
Il vous suffira d’appuyer sur le bouton Probe de votre logiciel ou de lancer la macro contenant ce code pour lancer le programme.
Dans les coordonnées de travail devrait s’afficher une valeur correspondant a la hauteur du probe + les 5mm de retrait. Dans l’exemple j’obtient 19.09mm ce qui correspond a l’écart entre le point 0 et la fraise une fois ce programme terminé.
Les photos
Conclusion
Un ajout très pratique a cette petite CNC devenue grande ! Avoir un point zéro fixe sera utile pour réaliser des projets en plusieurs fois, des projets avec plusieurs programmes ou dans le cas de coupures de courant en pleine gravure.
La mise en place n’est pas bien compliquée et le prix proche de 10€ donc ça ne vaut pas le coup de se priver !
Laisser un commentaire