
Ne laissez jamais un laser allumé sans surveillance. Portez toujours des protections oculaires et prévoyez une ventilation adaptée. Un accident est vite arrivé ! Plus d’informations
Qu’est ce que LaserGRBL ?
LaserGRBL est un logiciel gratuit qui permet de charger et d’envoyer du g-code sur les machines tournant sous GRBL (Graveur laser et CNC). Il permet aussi avec son outil de conversion intégré d’utiliser directement des images, photos et logos.
LaserGRBL est disponible pour Windows uniquement.
Découvrir le menu Principal

Le menu « Grbl »
- Connecter : Permet de connecter la machine.
- Remise à zéro (Ctrl + X) : Faire un reset de la machine.
- Repositionner à l’origine (Homing) ($H) : Si vous avez des interrupteurs de fin de course, vous pouvez envoyer votre laser au point d’origine.
- Déverrouiller ($X) : Si la machine est en mode alarm, permet de la déverrouiller.
- GRBL configuration : configurer les paramètres de GRBL et envoyer vers votre machine.
- Paramètres : voir section paramètres.
- Matérial DB : Base donnée pour les réglages de différents laser et matériaux, vous pouvez ajouter les vôtres.
- Raccourcis clavier : Liste des raccourcis clavier disponibles.
- Quitter le logiciel.
Le menu « Fichier »
- Ouvrir un fichier : Pour ouvrir les fichiers Gcode : .NC, .Gcode, ou les fichiers images : .JPG, .GIF, .PNG, .BMP.
- Ajouter un fichier : Ajouter un fichier au projet en cours.
- Recharger le dernier fichier : Réouvre le dernier fichier ouvert.
- Sauvegarder le programme.
- Sauvegarder avec les options avancées.
- Envoyer vers la machine : Démarre la gravure.
- Envoyer depuis la position.
Le menu « Generate »
Dans ce nouveau menu vous avez accès a des tests pour trouver les bons paramètres de gravure ou de découpe et vérifier que votre machine fonctionne parfaitement.
- Power vs Speed Test : Pour générer des tests de gravure.
- Cutting Test : Pour générer des tests de découpe.
- Accuracy Test : Pour générer des patterns afin de voir si la précision du graveur laser est bonne.
- Shake Test : Un test qui va faire bouger fortement votre machine pour tester ses différents éléments (courroies/ vibrations / vis et écrous / faux contacts…).
Le menu « Couleurs »
Permet de changer la couleur de l’interface.
Le menu « Langues »
Permet de choisir la langue de l’interface.
Le menu « Outils »
2 outils disponibles permettent :
- D’installer le driver CH340
- De flasher votre carte arduino avec différentes versions de GRBL 1.1 ou de choisir votre propre firmware custom.
Le menu « ? »
- Auto Update : Mises à jour du logiciel.
- Ouvrir le fichier Log de suivi d’activité.
- Activer les logs étendus.
- Aide en Ligne.
- Site Web : Accès au site web de Laser GRBL.
- Laser Grbl Community : page facebook.
- Donner ! : Faire un don pour aider les développeurs.
- License : La license du logiciel
Gestion de la machine
La section « Connection de la machine »

Sélectionnez le port COM (le port usb sur lequel est branché la cnc) et la vitesse en Baud (Baudrate).
La section « Gestion du Fichier »

Cliquez sur l’icone pour importer un fichier.
LaserGRBL permet d’importer du G-code (.nc / .gcode) et des fichiers image (.bmp / .jpg / .png / .gif)
- Progression : affiche une barre de progression lors de la gravure.
- Multiples passes : indiquez le nombre de passes que doit effectuer le laser.
- Lancer la gravure : cliquez sur le triangle pour lancer la gravure.
La section « Commandes manuelles / Console »
Ce champ vous permet de taper vos propres commandes G-code et de les exécuter en appuyant sur entrée.
Juste en dessous s’affiche l’historique des commandes déjà entrées.
La section « Jog » (Déplacements)

Permet de déplacer votre laser manuellement dans toutes les directions.
Les 2 curseurs contrôlent la vitesse en mm/min (à gauche) et le nombre de pas en mm (à droite).
Le bouton home renvoi au point d’origine avec la commande « G0 X0 Y0 »
Dans « Paramètres > Contrôle du déplacement » vous pouvez activer les fonctions suivantes :
- Déplacement continu : Permet le déplacement et gardant la touche de déplacement enfoncée et de l’arrêter lors qu’on la relâche.
GRBL 1.1 ou + uniquement. - Afficher le contrôle Z haut/bas : Permet de contrôler le déplacement du laser sur l’axe Z.
- Click’n Jog : Permet de déplacer le laser en double cliquant sur un endroit spécifique de l’aperçu.
La fenêtre d’aperçu
Cette zone permet d’afficher un rendu visuel de votre fichier. Les cotés sont gradués en millimètres. Pendant la gravure une croix bleue indique la position du laser. Les coordonnées sur laser sont affichées en haut à droite.
Les boutons de raccourcis

Quelques raccourcis pratiques sont affichés sous le visualiser. Ils vous évitent de devoir taper du code.
Description des boutons de raccourcis

Soft-Reset (Ctrl + X)
Arrête et réinitialise Grbl en toute sécurité sans redémarrage. Cette commande peut être exécutée a tout moment.
Si les axes sont en mouvement, Grbl lancera une alarme pour indiquer que la position peut être perdue à cause de l’arrêt du mouvement. S’ils ne sont pas en mouvement, la position est conservée.

Homing
Ce bouton permet de lancer un cycle de homing si votre machine est équipée d’interrupteurs de fin de course. Il utilise le code « $H« .

Unlock
Ce bouton permet de désactiver le mode alarme de Grbl à l’aide de la commande « $X » (qui s’active en cas de problème (interrupteur de fin de course activé, abandon pendant un cycle, Grbl ne connais pas sa position…).
Si le homing est activé sur votre machine, par défaut au démarrage, Grbl se met en mode alarme tant que le homing n’est pas effectué « $H ». Si vous souhaitez déplacer vos axe malgré tout, vous pouvez utiliser le bouton unlock.
Attention, la position home de la machine n’est surement plus bonne. Déplacez vos axes doucement et réalisez un Soft-Reset ou un homing avant de lancer un programme.

Home
Ce bouton remet les coordonnées de travail à 0 et indique donc le point de départ de la gravure.

Resume
Relancer le programme mis en pause grâce au bouton « Feed Hold ».

Feed Hold
Mettre le programme en cours en pause.
Ne fonctionne que si Grbl est en mode « IDLE », « RUN », ou « JOG ».
Attention ne désactive pas le laser ou la broche.
Les boutons Macro
Vous pouvez en ajouter en réalisant un clic droit sur la partie ou il n’y a pas de bouton.
Les types de boutons macro
Vous pouvez ajouter 3 types de bouton :
- Bouton simple : exécute des lignes de g-code.
- Bouton à 2 états : exécute des lignes de g-code au premier clic de la souris, puis d’autres au 2ème clic.
- Bouton poussoir : exécute des lignes de g-code a l’appui du clic de la souris et d’autre au relâchement du clic.
Les commandes des boutons macro
Vous pouvez utiliser ces variables, elles sont a mettre entre crochets, par exemple :
G0 X[left] Y[bottom]- left : Marge gauche de l’image chargée (X)
- right : Marge droite de l’image chargée (X)
- top : Marge supérieure de l’image chargée (Y)
- bottom : Marge inférieure de l’image chargée (Y)
- width : Largeur de l’image chargée
- height : Hauteur de l’image chargée
- jogstep : Valeur réelle du curseur pas à pas
- jogspeed : Valeur réelle du curseur de vitesse jog
- WCO.X : Valeur réelle de l’WCO X (Work Coordinate Offset : décalage des coordonnées de travail) utilise .X .Y .Z
- MPos.X : Position réelle de la machine. Supporte .X .Y .Z
- WPos.X : Position de travail réelle. Supporte .X .Y .Z
- $num : Valeur du paramètre $num (c’est-à-dire 30 $) [à partir de la version 3.8.2]
Ajouter un kit de boutons macro
LaserGRBL propose un kit de boutons prêts a l’emploi sur son site.
Pour l’installer, il faut faire un clic droit sur une partie ou il n’y a pas de bouton, choisir import et sélectionner le fichier téléchargé.
Description des boutons macro

Déplacer au centre
Envoi le laser au centre du projet.
G0 X[left+width/2] Y[bottom+height/2]
Déplacer dans l’angle inférieur gauche
Envoi le laser au dans l’angle inférieur gauche du projet.
G0 X[left] Y[bottom]
Contour du projet
Allume le laser à faible puissance et faire le tour du projet en cours.
G0 X[left] Y[bottom]
M3 S5 F1000
G1 Y[top]
G1 X[right]
G1 Y[bottom]
G1 X[left]
M5
G0 X0 Y0
Contour du projet circulaire
Allume le laser à faible puissance et fait un cercle à la taille du projet en cours.
G0 X[left] Y[top/2-bottom/2+bottom]
M3 S5 F1000
G2 Y[top/2-bottom/2+bottom] I[top/2-bottom/2]
M5
G0 X0 Y0
Clignotement du laser
Fait clignoter le laser.
M3 S30
G1 F1000
-------
M5 S0
G0
Allume / Eteint le laser pour faire le focus
Allume le laser a faible puissance de façon a pouvoir faire le focus sur le matériau à graver.
M3 S5
G1 F1000
-------
M5 S0
G0
Allume / Eteint l’air assist (pour les cartes compatibles)
Allume ou éteint l’air assist si la carte dispose d’une prise prévue pour.
M8
-------
M9La barre inférieure

Sur la gauche sont affichés :
- Le nombre de ligne de code
- Une estimation de la durée de la gravure, basée sur vos réglages.
Sur la droite, des fonctions pour passer outre les réglages pendant la gravure (grbl 1.1 uniquement) :
- Vitesse de déplacement
- Puissance du laser
Remarque: cette fonctionnalité ne marche que si vous n’avez pas modifié la section « overrides » de votre fichier « grbl config.h ».Tout à droite s’affiche l’état du travail en cours.
Configuration des paramètres GRBL
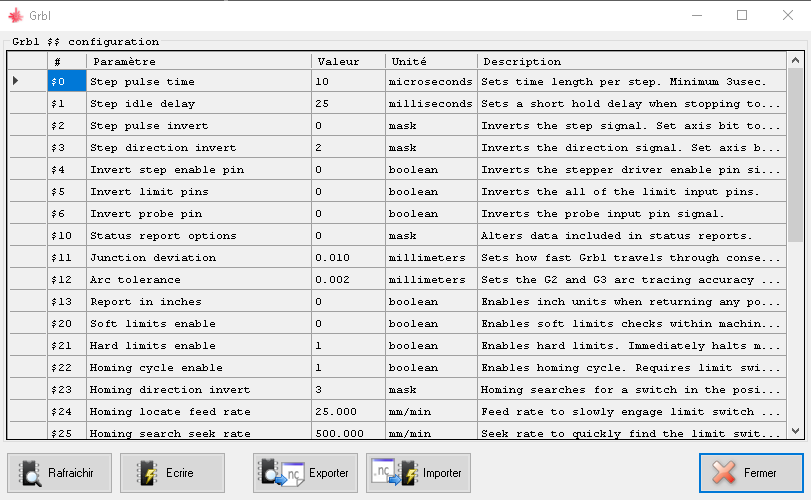
Laser GRBL inclus un outil très pratique pour gérer la configuration de GRBL. Je vous conseille de sauvegarder la configuration d’origine pour pouvoir annuler toutes vos modifications. Vous pouvez du coup enregistrer plusieurs profils (Mode Laser, Mode CNC, Origine…) et les re-importer quand vous en avez besoin.
Pour les modifier il suffit de remplacer la valeur du champ souhaité et de cliquer sur « Écrire » pour envoyer les nouveaux paramètres à la machine.
Si vous souhaitez plus d’information sur ces paramètres, j’ai écrit un article ou je les détaille tous.
Paramètres de LaserGRBL
De nombreux réglages sont disponibles dans les paramètres de Laser GRBL, ils sont plutôt bien expliqués donc je ne ferait pas le tour dans cet article. N’hésitez pas a demander dans les commentaires si vous bloquez sur un point.
La base de donnée des matériaux
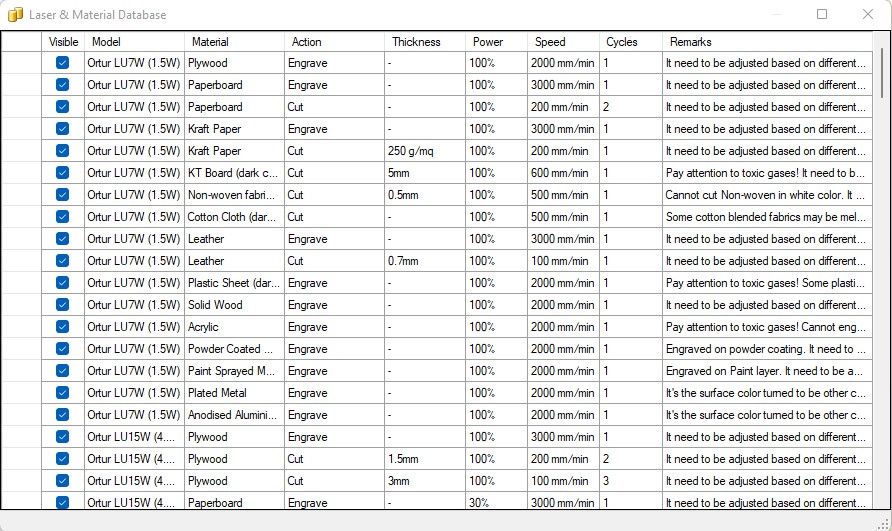
Laser GRBL inclus une base de donnée avec les réglages pour différents lasers et matériaux déjà bien remplie ce qui vous facilitera la tache pour débuter.
Vous pouvez ajouter vos propres réglages en fin de liste et les utiliser lors du paramétrage de la gravure.
Configuration de LaserGRBL
Passer LaserGRBL en français
Dans le menu principal cliquez sur « Language » puis French. Ça vous dit que l’application doit redémarrer, cliquez sur OK.
Installer le driver CH340
S’il n’est pas déjà installé sur l’ordinateur, dans le menu principal choisissez « Outils > Installation driver CH340 » et cliquez sur Install.
Mettre à jour le firmware en version 1.1
Si votre machine tourne sur une ancienne version de GRBL, vous aurez besoin de mettre a jour le firmware de votre machine pour la version 1.1 qui intégre le paramètre « $32 » : Mode Laser. Dans le menu principal choisissez « Outils > Flasher le firmware GRBL ».
Pour connaitre votre version de GRBL, Connectez la machine en suivant les indication ci-dessous.
Connecter la machine
Sélectionnez le le port COM associé au port USB ou est branché la machine, choisissez le baudrate adapté à votre machine et cliquez sur l’icone connecter.
La machine se connecte et affiche « Grbl 1.1* [‘$’ for help] »
Utiliser LaserGRBL avec une CNC
Dans le menu principal, cliquez sur « GRBL > GRBL configuration ». Les paramètres de votre carte contrôleur s’affichent.
Avant de modifier quoi que ce soit, je vous conseille d’exporter vos réglages de base et de les garder en lieu sur pour pouvoir remettre les réglages d’origine si vous souhaitez repasser du mode Laser au mode CNC.
Si vous utilisez une CNC, la configuration en mode laser n’est pas la même qu’en mode broche CNC. Il va falloir uploader de nouveaux réglages dans la carte de votre machine.
Pour activer le mode laser, passez le paramètre « $32 » de la valeur « 0 » à la valeur « 1 » et cliquez sur « Envoyer ». Vous pouvez aussi le faire depuis la console avec « $32=1 ».
Un autre paramètre important est le paramètre « $30 » qui doit être sur « 1000 », depuis la console : « $30=1000 » Il correspond à la valeur S-MAX : 1000 = 100% de puissance.
Les paramètres « $110 », « $111 » et « $112 » définissent la vitesse de déplacement maximale de vos axes. Si vous dépassez cette valeur, Grbl réduit automatique le déplacement de façon a ne pas la dépasser.
Sur ma CNC 3018 ils sont réglés sur 1300mm/min, mais faites des tests pour être sur que votre machine puisse atteindre cette vitesse sans bloquer.
Les paramètres « $120 », « $121 » et « $122 » définissent la vitesse d’accélération maximale de vos moteurs. Pour de gravure laser il faut une vitesse d’accélération plus élevée que pour du fraisage, vous pouvez passer ce paramètre sur 1000mm/min, pour du fraisage pensez a redescendre à 30mm/min.
Si vous souhaitez ajuster d’autres paramètres, vous trouverez plus d’informations en cliquant sur le lien ci-dessous.
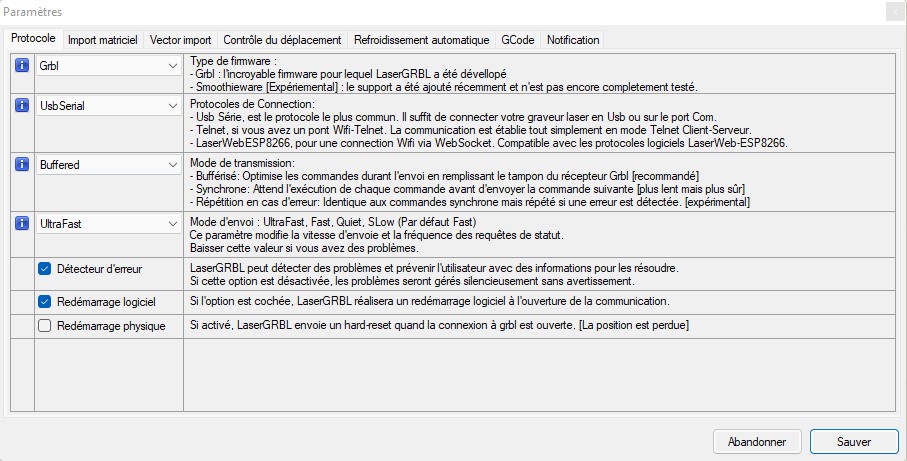
Activer le Mode PWM
Pour activer le mode PWN qui permet de contrôler dynamiquement la puissance du laser, allez dans le menu principal, « GRBL > Paramètres > Import Matriciel » et cochez la case « Mode PWM ».
Contrôle de l’axe Z
Si vous utilisez une CNC ou un graveur laser avec un axe Z motorisé, il faut aussi activer le contrôle de l’axe Z car il n’est pas activé par défaut.
Toujours dans le menu principal, allez dans « GRBL > Paramètres > Contrôle du déplacement » et cochez la case « Afficher le contrôle Z haut/bas ». Vous avez désormais des flèches en plus sur le Jog pour monter et descendre l’axe Z.
Les Générateurs de tests
Power vs Speed Test Generator
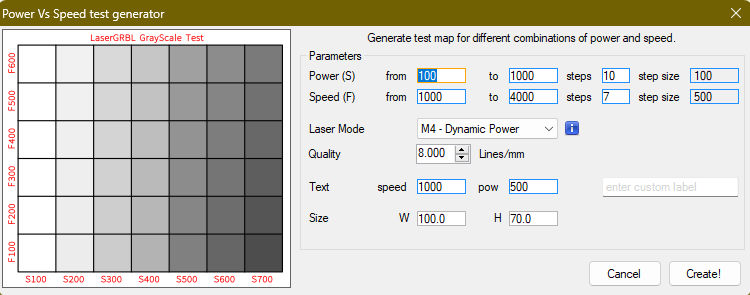
Ce test vous permet de trouver les bons réglages de vitesse et de puissance pour être sur de réussir vos gravures. Il va graver l’intérieur de chaque case avec un paramètre différent pour que vous ayez une idée du rendu de la gravure suivant les paramètres choisis.
- Power (S): Tester la puissance d’une valeur (from) a une autre valeur (to) en un certain nombre d’étapes (steps).
- Speed (F): Tester la vitesse de déplacement d’une valeur (from) a une autre valeur (to) en un certain nombre d’étapes (steps).
- Laser Mode: M3 – Le laser reste a la puissance indiquée en permanence (surtout utilisé pour la découpe).
M4 – La puissance du laser varie suivant la vitesse de déplacement (pour la gravure). - Quality: Choisissez un nombre de ligne par millimètre (suivant la taille de votre faisceau laser ou le rendu que vous souhaitez)
- Text: Le réglage de vitesse et de puissance pour les gravures des textes autour du test. Vous pouvez entrer le nom de la machine par exemple.
- Size: La taille totale désirée du test.
CuttingTest Generator
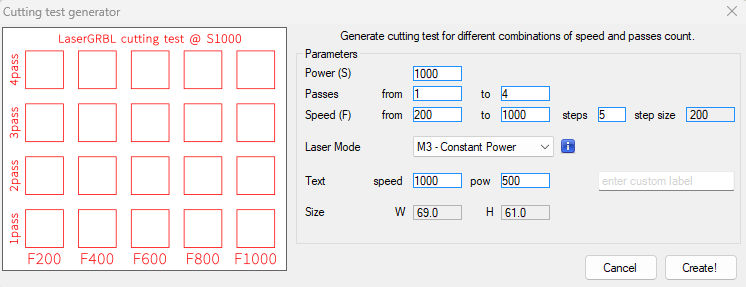
Ce test vous permet de trouver les bons réglages pour la découpe de vos matériaux. Il découpera des carrés suivant les réglages que vous aurez indiqué.
- Power (S): Puissance du laser.
- Passes: Nombre de passes a tester d’une valeur (from) a une autre (to).
- Speed (F): Tester la vitesse de déplacement d’une valeur (from) a une autre valeur (to) en un certain nombre d’étapes (steps).
- Laser Mode: M3 – Le laser reste a la puissance indiquée en permanence (surtout utilisé pour la découpe).
M4 – La puissance du laser varie suivant la vitesse de déplacement (pour la gravure). - Text: Le réglage de vitesse et de puissance pour les gravures des textes autour du test. Vous pouvez entrer le nom de la machine par exemple.
- Size: La taille totale désirée du test.
Accuracy Test
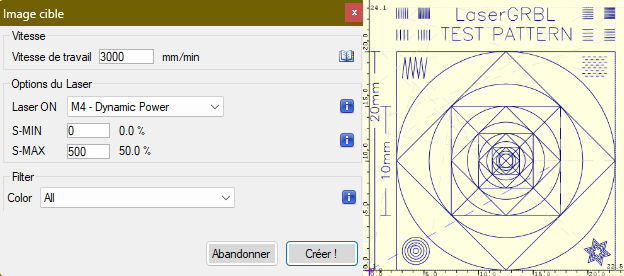
Ce test génère un tracé pour tester la précision de votre graveur laser.
- Vitesse de travail: Vitesse de déplacement du laser.
- Laser ON: M3 – Le laser reste a la puissance indiquée en permanence (surtout utilisé pour la découpe).
M4 – La puissance du laser varie suivant la vitesse de déplacement (pour la gravure). - S-MIN: Puissance minimale du laser.
- S-MAX: Puissance maximale du laser.
- Filter: Permet de choisir les différents éléments du calque a graver par couleur, laissez sur All.
Shake Test
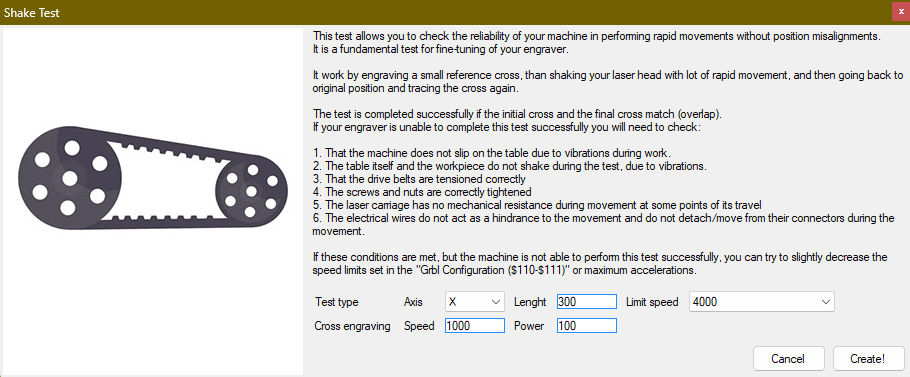
Ce test va faire bouger fortement votre machine pour tester ses différents éléments et vérifier que tout reste bien aligné.
Il va dessiner une croix, faire une série de mouvements rapides et revenir graver une croix, les 2 croix doivent se superposer parfaitement pour réussir le test.
Il va servir à vérifier :
- Que la machine ne glisse pas a cause des vibrations pendant la gravure.
- Que le plan de travail et la machine sont stables.
- Que la tension des courroies est bonne.
- Que les vis et écrous sont bien serrés.
- Qu’il n’y a pas de blocage pendant les déplacements.
- Qu’il n’y a pas de faux contact électrique ou que les câbles ne se détachent pas pendant les déplacements.
Si votre machine vous parait ok mais qu’elle n’arrive pas a passer le test, essayez en réduisant les paramètres $110 et $111.
- Test type: Choisissez l’axe a tester (Axis) sur la longueur de votre choix (Lenght) a la vitesse maximale de votre choix (Limit Speed).
- Cross engraving: Gravure de la croix de référence. Entrez une vitesse (Speed) et une puissance (Power).
Préparer la machine pour la gravure
Lors de l’utilisation de la machine, portez toujours vos lunettes de protection !
- Installez votre matériau dans la surface de travail et fixez le.
- Si vous avez des interrupteurs de fin de course, faites un homing pour définir l’origine de la machine.
- Si vous avez un laser a focale réglable, placez votre laser au dessus du matériau et cliquez sur le raccourcis « Allumer le laser pour faire le focus ». Le laser s’allume a faible puissance. Tournez la molette jusqu’à obtenir le plus petit point possible.
- Si vous avez un laser a focale fixe, utilisez le réglage de hauteur de l’axe Z avec le Jog (ou manuellement suivant la machine) pour régler la hauteur de focale tel qu’indiqué dans le manuel de votre laser.
- Déplacez le laser dans l’angle inférieur droit de votre matériau.
- Une fois le laser bien réglé en XY et Z cliquez sur le raccourci « home » (avec une planète) pour définir le point 0 de travail.
La machine est prête pour la gravure.
Importation d’image (Raster)
Ouvrez une image au format JPG, GIF, PNG ou BMP. Une fenêtre s’ouvre, celle des paramètres de réglage d’image.
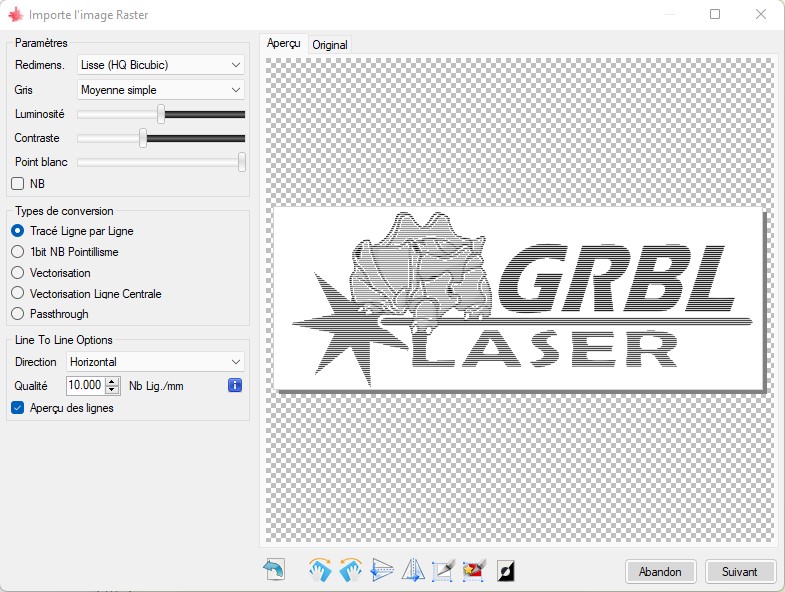
Paramètres
Ces paramètres vous permettent de jouer avec le rendu de l’image.
Redimensionner
Laser GRBL propose 2 algorithmes pour de redimensionnement des images.
- Lisse (HQ Bicubic): Adapté à la fois à l’agrandissement et à la réduction, il produit des images lissées en interpolant les pixels.
- Pointu (Nearest Neighbor): Préserve les bordures en mettant à l’échelle l’image sans lisser les pixels.
Gris
Si vous ouvrez une image colorée, la conversion de la couleur en niveaux de gris est nécessaire. Vous pouvez choisir entre une formule prédéfinie de couleur à niveaux de gris (Moyenne simple, Poid Moyen ou Correction optique) ou sélectionner l’option « Personnalisé » et définir manuellement la dominance de chaque composant RVB.
Luminosité / Contraste
Ces paramètres permet d’augmenter ou réduire les ton clair ou foncés.
Point Blanc
En jouant avec ce curseur vous pouvez définir la valeur du blanc de l’image qui ne sera donc pas gravé.
NB
Avec l’option NB, vous pouvez activer un seuil sur l’image : les pixels plus clairs que le seuil seront considérés comme blancs, les plus sombres deviendront noirs.
Types de conversion
Laser GRBL propose plusieurs techniques pour graver une image.
Tracé Ligne par Ligne
Grave l’image ligne par ligne en mode PWM (puissance variable). Idéal pour la gravure de photo. Certains matériaux ne réagissent pas bien avec ce mode de gravure, les parties les plus claires peuvent ne pas être gravées. Pour ceux la, le mode pointillisme sera peut-être plus adapté car la puissance reste constante.
En dessous, le menu « Line to line options » permet de réaliser quelques réglages :
- Direction: Choisir si vous préférez des ligne horizontales, verticales ou diagonales.
- Qualité: entrez le nombre de ligne par mm souhaité. En cliquant sur le « i » vous avez accès a plus d’options.
- Aperçu des lignes: Active ou désactive l’aperçu des lignes.
1 bit NB Pointillisme
Grave l’image par points. Plus la zone est foncée, plus les points sont serrés. La puissance de gravure reste la même pour tous les points donc ça peut être utile pour les matériau ou la gravure a faible puissance fonctionne mal. Les dégradés sont moins jolis qu’en mode ligne par ligne, mais ça peut donner un effet de style.
En dessous, le menu « Dithering options » permet de réaliser quelques réglages :
- Pointillisme: Permet de choisir entre plusieurs types de rendu.
- Direction: Choisir si vous préférez une gravure horizontale, verticale ou diagonale.
- Qualité: entrez le nombre de ligne par mm souhaité. En cliquant sur le « i » vous avez accès a plus d’options.
- Aperçu des lignes: Active ou désactive l’aperçu des lignes.
Vectorisation
Ce mode vectorise le contour des formes pour des gravures super propres. Il rend forcement mieux sur les logos simples avec des couleurs unies. Jouez avec la luminosité et le contraste pour obtenir le meilleur rendu.
En dessous, le menu « Options de vectorisation » permet de réaliser quelques réglages :
- Supprimer pointillés: Supprime les petits détails, pratique pour nettoyer l’image.
- Lissage: Lisse les courbes, fait perdre du détail.
- Optimisation: réduit le nombre de points d’ancrage des courbes pour des courbes plus simples.
- Baisse la résolution de l’image : Comme son nom l’indique, ce mode baisse la résolution de l’image et permet donc de se débarrasser d’un surplus de détails.
- Adaptive Quality: Par défaut, l’outil de vectorisation utilise une qualité fixe quelle que soit la taille du travail à effectuer. Cela signifie que les gros projets nécessitent des temps de calcul importants car tous les détails sont recherchés, même les plus insignifiants. De plus, si le projet est très petit, la qualité peut ne pas être suffisante, car la valeur de qualité fixe est un compromis choisi pour les projets plus importants. Avec la qualité adaptative, les détails dans les gros projets sont limités et ceux des petits projets sont augmentés.
- Optimiser le chemin: Par défaut, l’outil de vectorisation fournit des chemins d’une manière adaptée à la découpe, c’est-à-dire d’abord les chemins internes, puis les externes. Lorsque vous devez graver, l’ordre n’est pas aussi important que la vitesse : cette option calcule le meilleur ordre dans lequel parcourir les itinéraires pour utiliser le temps le plus court possible entre les trajets. Cela peut vous faire gagner beaucoup de temps !
- Remplissage : Par défaut, l’outil de vectorisation ne fournit que le traçage des bordures. Si vous activez le remplissage, une passe de remplissage spéciale est effectuée avant de dessiner les bordures vectorielles. Pas mal de mode des remplissages sont disponibles (ligne, diagonales, croisillions…) et vous pouvez choisir le nombre de ligne par mm.
Vectorisation ligne centrale
Ce mode vectorise les formes par leur centre, Vous ne gravez donc que des lignes simples qui passent par le centre de chaque forme. Je n’ai pas encore trouvé son utilité.
Passthrough
Le mode Passthrough laisse l’image intacte, sans aucun traitement par LaserGRBL. L’image sera gravée ligne par ligne, horizontalement, selon la taille et la résolution DPI contenues dans les informations du fichier.
Modifications de l’image
Dans la partie basse on retouve quelques icones pour modifier l’image.

- Annuler les modifications.
- Faire pivoter l’image vers la droite.
- Faire pivoter l’image vers la gauche.
- Inverser l’image en mode miroir horizontal.
- Inverser l’image en mode miroir vertical.
- Recadrer l’image manuellement.
- Recadrer l’image automatiquement.
- Inverser les couleurs de l’image.
Une fois les paramètres de l’image et du type de gravure réglés, cliquez sur suivant pour ouvrir une autre fenêtre de réglages.
Réglage de la gravure
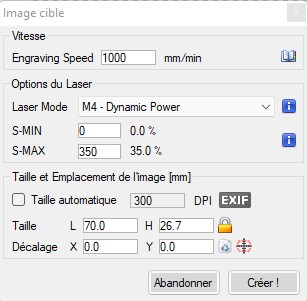
Vitesse
Engraving speed: Définir la vitesse de gravure en mm par minutes. La vitesse de gravure est limitée par les paramètres de vitesse de déplacement maximale de GRBL « $110 », « $111 » et « $112 ». Si vous entrez un chiffre supérieur, la vitesse ne dépassera pas celle indiquée dans les réglages de GRBL. Vous pouvez aussi sélectionner des paramètres depuis la bibliothèque en cliquant sur le livre.
Options du laser
Vous pouvez sélectionner le mode du laser :
- M3 : Puissance constante, le laser ne varie pas en puissance, il n’utilise que la valeur S-MAX.
- M4 : Puissance variable, la puissance varie entre les valeurs S-MIN et S-MAX pour obtenir des variantes de gris.
Taille et emplacement de l’image
- DPI : Entrez une valeur ou sélectionnez taille automatique pour utiliser la valeur de l’image.
- Taille : Entrez les dimensions de la gravure en millimètres.
- Décalage : Entrez les dimensions de décalage de l’image à partir du point d’origine.
Une fois configuré, cliquez sur « Créer ! ».
Vous êtes prêts a lancer la gravure.
Lancer la gravure
Votre fichier s’affiche désormais dans l’aperçu, vous pouvez vérifier sa taille et les marges grâce au règles sur les cotés. Si tout vous parait bon, rendez vous dans la section « Fichier » en haut a gauche, choisissez un nombre de passe et cliquez sur le triangle pour lancer la gravure.
Astuces
Découper depuis une image avec Laser GRBL
Pour découper avec Laser GRBL, ouvrez une image en noir et blanc de préférence, utilisez le mode Vectorisation sans remplissage. Vous obtiendrez des lignes de contour.
Suivant la puissance de votre laser, réglez la vitesse d’avance et la puissance S-MAX.
Sélectionnez un nombre de passes suivant l’épaisseur du matériau et lancez la découpe.
Un système Air Assist (envoi d’air sur le point de contact du laser) est recommandé pour aider à la découpe ainsi qu’une bonne ventilation.
Graver et découper avec un fichier vectoriel (.svg)
LaserGRBL gère la gravure de fichiers vectoriels (.svg) mais uniquement les tracés et contours. Il ne gère pour le moment pas le remplissage de zones.
Pour faire du remplissage il faut créer les lignes pour le remplissage (lignes parallèles, hachures…) avec un logiciel de dessin vectoriel manuellement (Inkscape par exemple) ou avec un plugin (Eggbot Control pour Inkscape par exemple).
La solution la plus simple est de graver vos motifs en mode image (.jpg) ou d’utiliser le logiciel Lightburn qui lui gère parfaitement le remplissage.
Graver puis découper le contour
Pour réaliser plusieurs opérations, il va falloir créer plusieurs fichiers image de taille identique (un pour la gravure et un pour la découpe par exemple) et les lancer l’un après l’autre en partant du même point d’origine.
Messages d’erreur
État
- Disconnected: LaserGRBL n’est pas connecté à la machine.
- Connecting: LaserGRBL attend que la machine réponde.
- Idle: La machine est connectée et en attente de commandes.
- Run: La machine exécute des commandes.
- Hold: La machine est en pause (en général parce que le bouton hold a été préssé).
- Door: La sécurité de la porte est déclenchée (pour les machine avec porte sécurisée).
- Home: Procédure de homing en cours.
- Alarm: La machine est dans un état d’alarme. (Voir ci-dessous)
- Check: le mode Check est actif. (Permet de traiter la totalité des blocs G-code sans bouger les axes et sans activer la broche et le refroidissement. Utile pour tester son G-code avant de le lancer en production.)
- Jog: La machine est en cours de déplacement.
- Cooling: La machine est dans un cycle de refroidissement pendant le travail.
Alarme
Lorsque la machine est en état d’alarme, un message s’affiche dans la console pour vous aider a trouver la cause.
Lorsque la machine est en état d’alarme, elle ne peut recevoir aucune commande, c’est pourquoi presque tous les boutons de LaserGRBL sont désactivés. Normalement, il est possible de sortir de l’état d’alarme en utilisant la commande « $X » ou en effectuant la procédure « $H » pour les machines équipées de fins de course. Dans les cas plus graves, cependant, il est nécessaire d’utiliser le bouton de réinitialisation.
- Homing Fail: La machine est configurée pour exiger un homing avant utilisation : veuillez exécuter la procédure de homing à l’aide du bouton « $H (Homing) ». Si la prise d’origine échoue (c’est-à-dire que les interrupteurs de fin de course ne peuvent pas être détectés), l’erreur « Homing Fail » est à nouveau déclenchée. $22
- Soft Limit: Soft Limits est une fonction de sécurité qui aide à empêcher votre machine de se déplacer trop loin et au-delà des limites de déplacement. $20
- Hard Limit: La limite stricte fonctionne essentiellement de la même manière que les limites souples, mais avez des commutateurs physiques. $21
- Travel Exceeded: Identique à la limite souple.
- Autres alarmes: Certaines machines peuvent générer des alarmes spécifiques telles que l’alarme de flamme, l’alarme de choc et de mouvement, l’alarme d’exposition… Regardez dans le manuel de la machine.
Conclusion
LaserGRBL est un logiciel simple pour débuter. Il est super efficace pour graver une photo, une image ou un logo noir et blanc.
Si par contre votre aimez bosser plutôt en vectoriel, ce n’est pas un bon choix, tournez vous plutôt vers Lightburn ou LaserWeb.
Laisser un commentaire