

Qu’est ce que GRBL Candle ?
Windows et Mac
Candle est un logiciel de contrôle pour CNC basé sur GRBL. Il fonctionne avec toutes les CNC 3 axes qui intègrent un Arduino. C’est un logiciel simple a prendre en main. Je vous propose dans cet article de découvrir son interface.
Vous pouvez télécharger Candle pour Windows sur le GitHub du projet ou via les serveurs de Sainsmart pour Mac.
Le téléchargement peut être bloqué par Windows Defender en passant par Microsoft Edge, avec Firefox, pas de soucis.
Prérequis
Pour utiliser candle il vous faudra forcement une CNC sous GRBL. Pour ma part j’utilise la CNC 3018.
Avant de la lancer le programme, il faut installer les drivers de la CNC.
Le téléchargement peut être bloqué par Windows Defender en passant par Microsoft Edge, avec Firefox, pas de soucis.
Après l’installation, si votre CNC n’est pas reconnue, rendez vous plus bas dans la section préférences.
L’interface
Visualiser
Cette grande partie de l’écran permet de visualiser les tracés. Elle permet de suivre en direct l’avancement de la gravure.
Il est possible de modifier l’affichage :
- Rotation : Maintenir le clic gauche et déplacer la souris.
- Déplacement : Maintenir le clic droit et déplacer la souris.
- Zoom : Scroller avec la roulette de la souris.
En bas certaines informations sont affichées :
- A gauche : Informations de position.
- A droite : Informations de gravure.
State
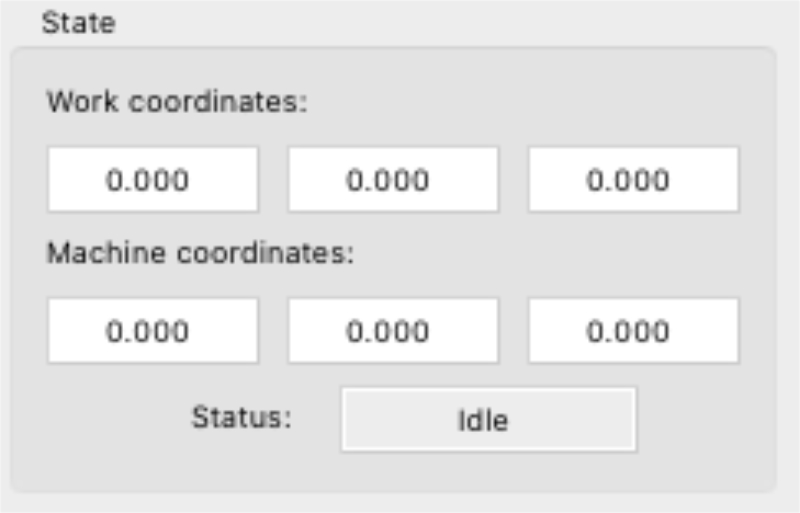
Dans cette section, on retrouve plusieurs infos :
- Les coordonnées de travail (work coordinates) : Il s’agit de la position réelle de la broche.
- Les coordonnée de la machine (Machine coordinate) : Il s’agit des coordonnées du point home de la machine. Sur la CNC 3018 elles indiquent l’emplacement de la broche au démarrage de la machine.
- Le statut de la machine :
- Not connected : La cnc n’est pas reconnue.
- Idle : En attente de commande G-code.
- Run : Commande G-code en cours de réalisation.
- Home : Cycle de homing en cours.
- Check : Commande Gcode « Check mode » activée.
- Hold : Machine mise en pause par une commande « ! ». Doit être relancée par une commande « ~ ».
- Alarm : Il y a eu une erreur, toutes les commandes Gcode sont bloquées.
- Door : Capteur de porte activé.
Control

Bouton Home

Sert a envoyer la broche a un point home défini sur les machine équipé d’interrupteurs de fin de course. De base, il ne sert pas sur la CNC 3018. Il envoie la commande « $H »
Bouton Z-probe

Sur la CNC 3018 on peut ajouter un Z-probe ou palpeur d’axe Z et c’est très pratique. Une fois configuré, ce bouton sert a lancer le réglage de hauteur de l’axe Z automatiquement. Voir plus bas dans « Menu Settings » pour le configurer.
Bouton Zéro XY

Ce bouton permet de réinitialiser le point zéro des axes X et Y. Il envoie la commande « G92X0Y0 ».
Bouton Zéro Z

Ce bouton permet de réinitialiser le point zéro de l’axe Z. Il envoie la commande « G92Z0 ».
Bouton Restore origin

Ce bouton permet de remettre a zéro les coordonnées de travail. Utile si vous pensez a remettre votre broche a son point 0 avant d’éteindre la machine.
Bouton Safe position

Ce bouton permet d’envoyer la broche aux coordonnées que vous avez renseigné dans les préférence, sous « safe position commands ». Voir plus bas dans « Menu Settings. »
La position doit être spécifiée dans « Machine coordinate »
Il est possible de s’en servir de position home si vous n’avez pas d’interrupteurs de fin de course.
Bouton Reset

Permet de stopper tout déplacement de la broche. C’est en gros un interrupteur d’urgence. Il envoie la commande « CTRL+X »
Bouton Unlock

Sert a débloquer la machine après avec cliqué sur le bouton reset. Il envoie la commande « $X »
User command
Il est possible de configurer 4 commandes depuis le menu settings.
Heightmap
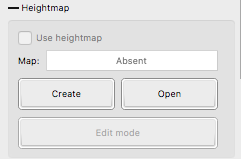
Afin d’obtenir des gravures plus précises, il est possible de cartographier votre spoilboard ou votre planche afin que Candle prenne en compte sa déformation. Voir plus bas dans l’article pour son utilisation.
Spindle
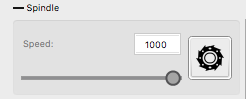
Cette partie permet de régler manuellement la vitesse de rotation de la broche. Un bouton permet de stopper ou relancer la rotation. Pratique pour nettoyer la fraise après avoir mis la gravure en pause.
Overriding
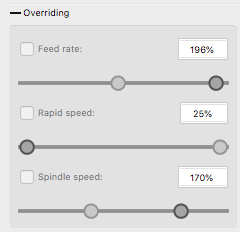
Cette partie permet de passer outre certains réglages prédéfinis dans votre fichier Gcode. Pour cela il suffit de cocher la ligne correspondant et de faire varier le curseur.
Jog
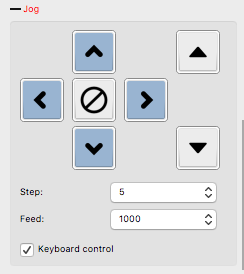
Cette partie permet de déplacer la broche. La croix permet de déplacer en X et en Y. Le bouton central permet de stopper le déplacement en cours. Les flèches a droite de déplacer en Z.
- Step : Permet de régler le déplacement de la broche en millimètres.
- Feed : Permet d’affiner la vitesse de déplacement de la broche.
Il est possible de controler la broche a l’aide d’un clavier. Personnelement, j’utilise un petit clavier numérique a coté de la CNC.
Les touches assignées sont les suivantes (on ne peux malheureusement pas les modifier) :
- Touche 8 = Y+
- Touche 2 = Y-
- Touche 6 = X+
- Touche 4 = X-
- Touche 9 = Z+
- Touche 3 = Z-
- Touche 5 = Stop
- Touche 7 = Déplacement de la broche + (STEP +)
- Touche 1 = Déplacement de la broche – (STEP -)
- Touche * = Vitesse de déplacement de la broche + (FEED +)
- Touche / = Vitesse de déplacement de la broche – (FEED -)
- Touche 0 = Arret et redémarrage de la broche
Console
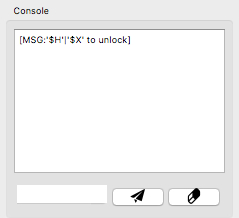
Cette partie affiche les informations relatives à toutes les actions effectuées par le logiciel. Il est possible d’y entrer des lignes de code et de les executer.
Menu settings
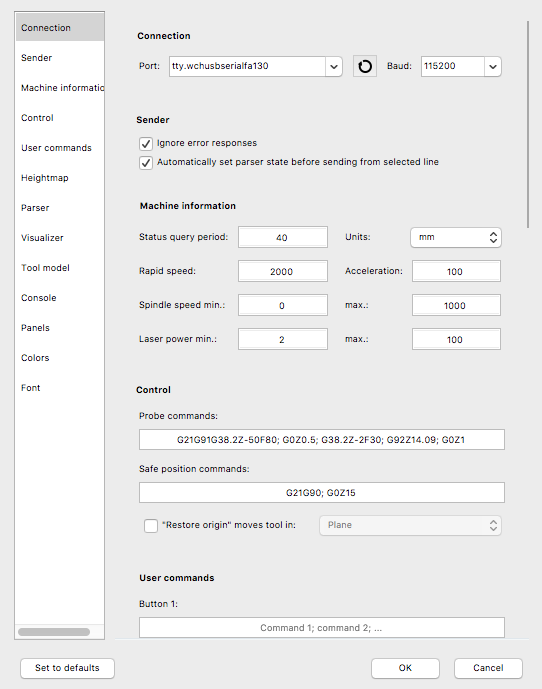
Le menu settings vous permet de configurer certaines fonctions de Candle,
- Connection : Affiche le port ou est connectée votre cnc. Si elle n’apparait pas cliquez sur le bouton actualiser. Le baud doit être a 115200.
- Machine information : Affiches les informations d’unité et de vitesses de la cnc. Pour la CNC 3018 vous n’avez pas a y toucher.
- Control :
- Probe command : Une fois votre z-probe branché, entrez « G91G21G38.2Z-50F100; G92 Z14.09; G0Z5M30 » pour pouvoir utiliser le bouton Z-probe. Remplacez « 14.09 » par la hauteur exacte de votre z-probe,
- Safe position command : Pour que la cnc retourne automatiquement a sa position 0 en cliquant sur le bouton safe position, entrez « G53G00G90Z0.;G53G90X0.Y0.«
- User Command : Permet de configurer 4 actions en G-code sur les 4 boutons disponibles.
- Heightmap : Permet de régler la vitesse de la sonde lors de la réalisation d’un mapping.
- Parser : Je n’y ai jamais touché. Si vous savez a quoi ça sert laissez un commentaire !
- Visualiser : Réglages de l’affichage du visualiser.
- Tool Model : On peut ici entrer les paramètres de l’outil mais je ne l’utilise pas c’est géré directement par Carbide create.
- Console : Permet d’afficher plus ou moins d’informations dans la console.
- Panel : Permet de sélectionner les sections qui seront affichées dans l’interface de GRBL.
- Color : Plusieurs options pour modifier les couleurs.
- Font : Changer la taille de la police d’écriture.
Lancer une gravure

Déplacez votre broche pour la placer au point 0 défini dans votre programme. En général l’angle inférieur gauche de votre planche.
Cliquez sur le bouton Zero XY pour remettre les coordonnées de travail des axes X et Y à zéro.
Utilisez le palpeur avec le bouton Z-probe si vous en possédez un ou réglez la hauteur de la fraise avec un bout de papier pour faire le zéro de l’axe Z et cliquez sur Zero Z.
Cliquer sur Open et sélectionnez votre fichier gcode (.nc). Il apparait dans le visualiser.
Vérifiez que tout est ok et lancez la gravure en cliquant sur Send.
Le bouton Pause permet de mettre la gravure en pause, mais ne stoppe pas la rotation de la broche. Pour cela utilisez ensuite le bouton dans la section Splindle. N’oubliez pas de relancer la broche avant de relancer la gravure.
Le bouton Abort permet d’abandonner la gravure en cours. Il ne vous sera pas possible de reprendre la ou vous vous êtes arrété.
le bouton Reset permet de remettre la séquence en cours a zéro.
Faire une gravure en plusieurs opérations
Imaginons que vous souhaitiez faire un usinage en 2 passes, une d’ébauche et une de finition. Vous allez donc préparer 2 fichiers Gcode, un pour dégrossir la pièce avec une fraise d’ébauche et un avec une fraise plus fine ou ronde pour l’étape de finition.
Pour le premier usinage, il vous suffit de suivre les étapes indiquée dans la section au dessus.
Une fois terminé il va falloir changer la fraise et refaire le zéro de l’axe Z uniquement, soit avec le Z-probe (en cliquant sur le bouton Z-probe soit avec un bout de papier puis en cliquant sur Zero Z.
Vous pouvez bien évidement utiliser les commandes de jog pour déplacer la broche afin de pouvoir changer la fraise plus facilement.
On ne touche surtout pas au zero des axes X et Y qui a déjà été enregistré lors du premier usinage.
Il suffit ensuite de charger le 2ème fichier Gcode et de le lancer avec Send pour que le programme se lance depuis les même coordonnées que le premier usinage.
Fonction Height Map
Afin d’obtenir des gravures plus précises, il est possible de cartographier votre spoilboard ou votre planche afin que Candle prenne en compte sa déformation. Pour cela il vous faudra un Z-Probe.
Pour commencer, ouvrez votre fichier Gcode et faites le zero XY et Z dans l’angle ou se trouve votre point 0, descendez votre fraise a quelques millimètre du Z-probe.
Cliquez sur Create, une nouvelle section s’ouvre dans laquelle on va paramétrer le palpage et une grille apparait dans l’aperçu.
La première chose va être d’ajuster la surface a scanner, soit en cliquant sur Auto dans Bords pour ajuster la map automatiquement à la taille de votre fichier, soit en entrant la taille de votre planche manuellement avec les champs W et H. Les champs X et Y vous permettent de décaler la zone du point 0. Je vous conseille de laisser une marge entre le bord de votre planche et la zone a palper pour pouvoir placer le Z-probe et éviter les pinces par exemple.
Ensuite indiquez le nombre de points a palper sur chaque axe dans Grille de palpage.
A vous de voir combien de point vous souhaitez palper, mais plus il en a, plus ce sera long. Un tout les 10 ou 20mm environ devrait suffire.
Entrez ce nombre dans X et Y. Avec les champs Zt et Zb vous pouvez régler la hauteur de palpage, Zt défini le point haut et Zb le point bas.
Cliquez sur Probe now pour lancer la procédure, il faudra déplacer votre probe en même temps que la broche au fur et a mesure de l’avancement. Une fois fini un aperçu coloré de la map apparaitra. Sauvegardez votre map en cliquant sur File > Save afin de pouvoir la réutiliser si besoin et vous pouvez quitter le mode Heighmap en cliquant sur Edit.
Rangez le Z-probe, cochez la case Use Heighmap et lancez votre usinage normalement en cliquant sur Send, Candle se basera sur la map pour votre gravure.
Astuces
Candle ne s’ouvre pas
Tout fonctionnait bien, mais du jour au lendemain Candle ne veux plus se lancer. Vous êtes peut-être victime du bug qui se produit lorsqu’on utilise 2 écrans et que l’on ferme Candle depuis l’écran secondaire. Pour pouvoir relancer Candle :
– Ouvrir le fichier « settings.ini » qui se trouve dans le dossier de Candle avec un éditeur de texte.
– Supprimer la ligne qui commence par : « formGeometry=@bytearray »
– Sauvegarder et relancer Candle.
Impossible d’écrire une commande dans la console.
Si vous n’arrivez plus a écrire de commande dans la console, vous avez surement activé l’utilisation du clavier pour contrôler votre CNC. Désactivez la case dans la section « jog » et tout rentrera dans l’ordre.
Plusieurs instances de Candle ?
Vous souhaitez contrôler plusieurs machines simultanément ? ou avoir un Candle préréglé pour chacune de vos machines ?
Commencez par dézipper Candle dans un dossier par exemple :
C:Programmes CNCCandle
Dupliquez le dossier de Candle en le renommant Candle-Aureus3x par exemple et renommez le .exe qui se trouve dans le dossier de la même façon. Vous pouvez le faire autant de fois que vous avez de machines.
Vous obtenez donc:
C:Programmes CNCCandleCandle.exe
C:Programmes CNCCandle-Aureus3xCandle-Aureus3x.exe
C:Programmes CNCCandle-3018PROVerCandle-3018PROVer.exe
C:Programmes CNCCandle-MasuterProCandle-MasuterPro.exe
…
Pour chaque exécutable vous pouvez sélectionner des réglages et un port COM différent, ce qui vous permet d’utiliser 2 machines simultanément ou d’avoir un Candle préréglé pour chaque machine.
Vous pouvez avoir autant de clones de Candle que vous le souhaitez mais le nombre de machines utilisables simultanément dépendra du nombre de contrôleurs USB que possède votre PC. Ensuite vous pouvez créer des raccourcis ou les épingler a votre menu démarrer. Pratique !
Conclusion
GRBL Candle est au final un logiciel plutôt simple a utiliser, idéal pour débuter dans le monde de la CNC.
Si vous avez des questions, laissez un commentaire et j’essayerai de vous répondre au plus vite!
Laisser un commentaire