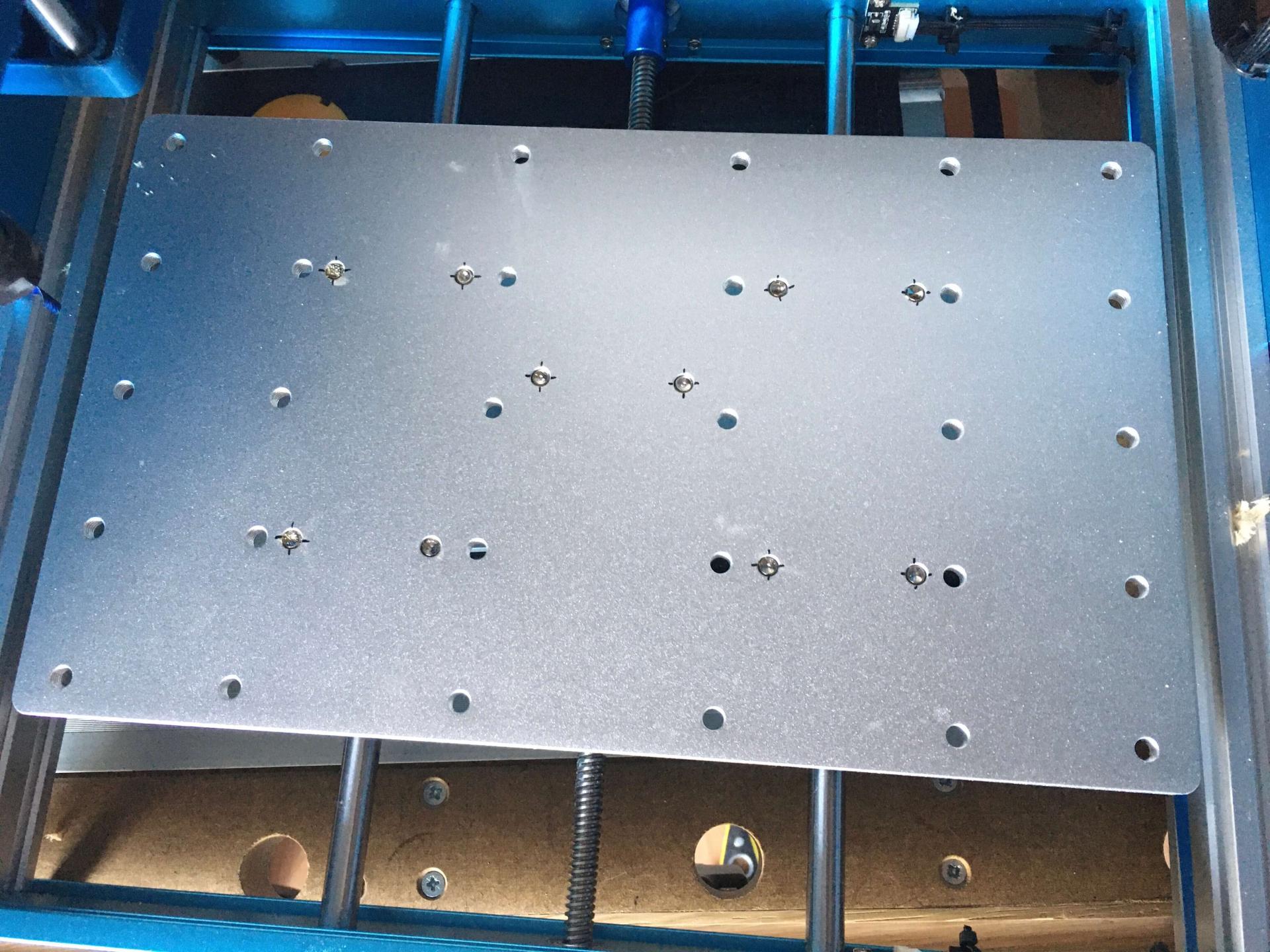
Bonjour, j’ai reçu depuis quelques jours ma cnc 3018. Comme je le disais dans un autre post, j’ai commandé la dernière version de la Prover 3018 de SainSmart. Outre quelques changements sur l’électronique (je vous laisse aller voir sur le site), la particularité de cette version réside dans le plateau de travail qui est en aluminium moulé. L’inconvénient c’est qu’il n’y a plus de rail pour placer les éléments de bridage. Ils ont été remplacés par des trous alésés dans le plateau, au nombre de 30. Ce qui limite considérablement les possibilités de fixation du brut. L’axe Z a également une portée plus importante, ce qui s’annonce comme une bonne idée, mais dans la pratique on touche l’interrupteur de fin de course basse bien avant que la fraise ne soit à portée du brut.
Tous ces points m’ont amené à me lancer dans la fabrication d’un martyr rainuré. J’ai également l’intention d’y graver une grille de repérage pour faciliter le positionnement de l’origine du brut.
Pour l’instant j’attends la livraison des vis qui me permettront de fixer le martyr au plateau et je planche sur la modélisation sous Fusion 360 pour graver la grille.
Sur la photo avec le probe sur Amazon, on peut voir qu’il y a un soucis en effet. La broche ne peux pas descendre plus bas et elle est loin de toucher le plateau. ^^
A moins d’avoir des fraises longues ou de mettre des cales sous la pièce a usiner, ça va être compliqué de faire de la découpe.
De plus il ne faut pas que les vis des pinces ne dépassent trop sous le plateau sous peine de toucher le cadre de la cnc lors des déplacements en Y. on dirait qu’il y a peu d’espace.
Hâte de voir ton spoilboard 😉
J’ai terminé la fabrication du spoilboard. J’ai utilisé 2 morceaux de Valchromat de 9mm que j’ai rainuré pour accueillir des systèmes de fixation Matchfit. Il est fixé sur le plateau alu au moyen des trous de vis prévus initialement pour fixer le martyr. Les 2 épaisseurs de Valchromat sont vissées entre elle et non collées afin que je n’ai qu’à changer la couche supérieure en cas de gros dégâts sur le martyr. Pour l’instant je ne vais pas surfacer car pour l’utilisation que je prévois (du moins tant que je suis débutante), je n’ai pas besoin d’une grande précision sur la profondeur (creusage de poche 2D puis incrustation de résine Epoxy). Et puis je me pose encore des questions sur la mise en œuvre du surfaçage.
Reste maintenant à finir la modélisation sur Fusion et graver la grille de repérage.

Côté face

Côté pile (rien ne dépasse sous le plateau d’origine)
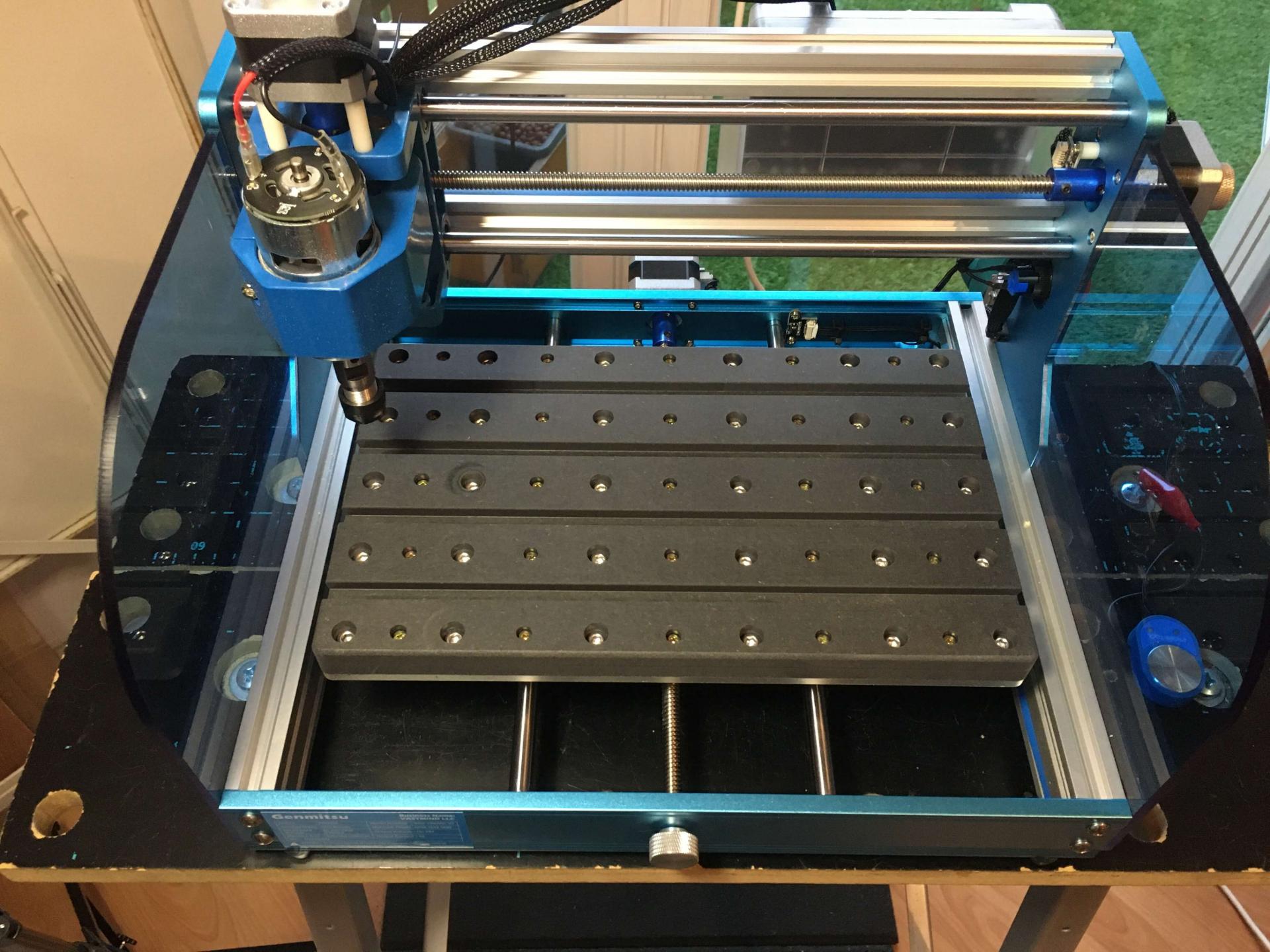
En place sur la machine
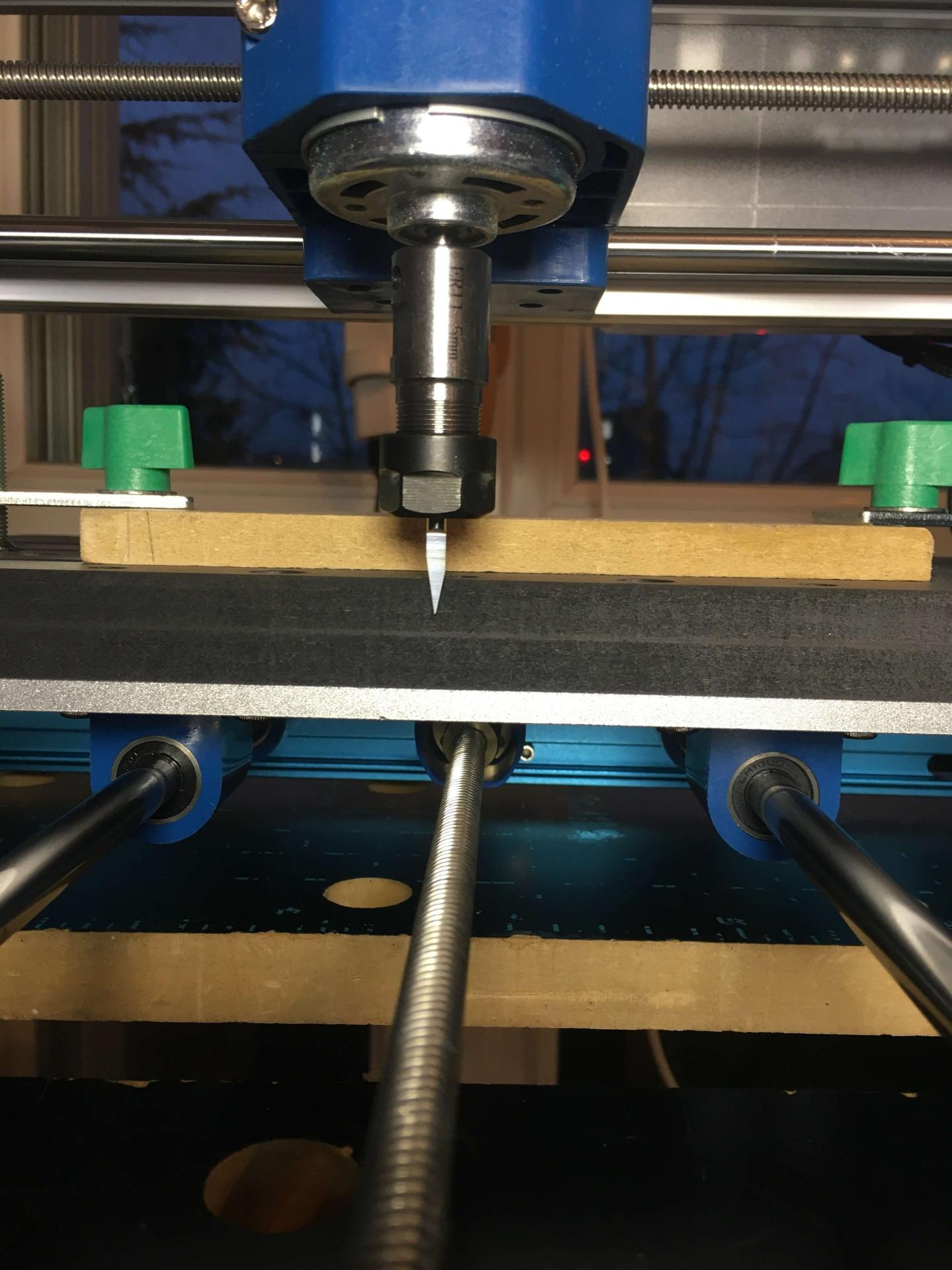
J’ai résolu mon problème de hauteur Z insuffisante (sur la photo, la position correspond au déclenchement de l’interrupteur bas. Auparavant je ne pouvais rien graver de moins de 15mm d’épaisseur et encore pas trop profondément)
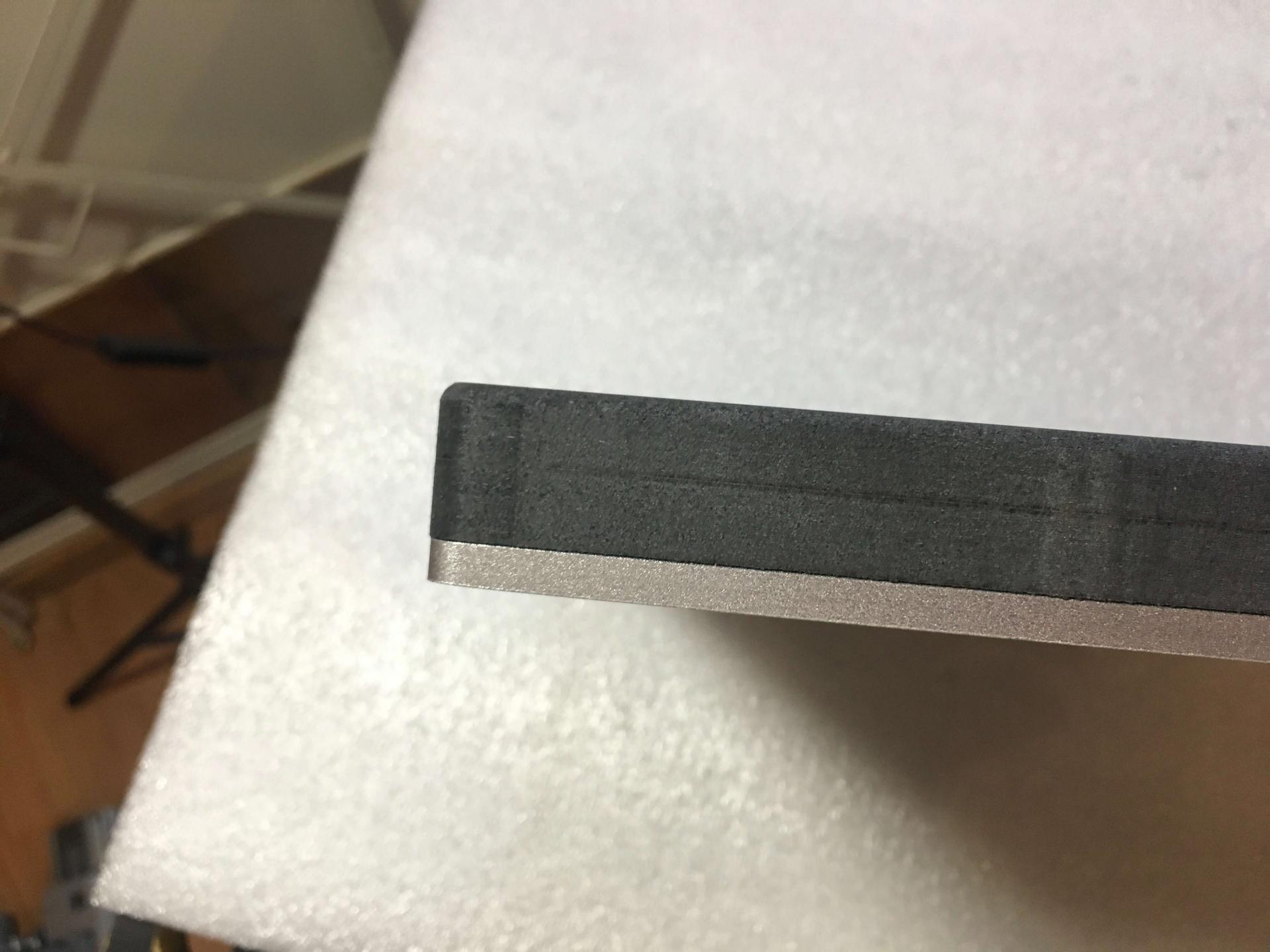
Et parce que les détails de finition sont importants aussi
Super ! La finition est au top et ça a l’air beaucoup plus pratique en effet 🙂
Pour surfacer il faut une fraise a surfacer (ça peut aussi être fait avec une fraise droite classique mais ce sera beaucoup plus long ^^) afin d’enlever quelques 10èmes de millimètres sur les parties les plus hautes du plateau.
Pour les poches, ça permettra d’avoir un fond égal partout 😉
@benmaker j’ai vu dans ta vidéo que tu avais utilisé une fraise de 25mm, ce qui me paraît énorme pour ma petite broche d’origine (qui plafonne sur le papier à 9000tr/min). Je pensais utiliser une fraise un peu plus petite, de l’ordre de 16mm de diamètre. Mais je ne sais pas comment calculer les vitesses d’approche et de broche car dans les abaques que j’ai trouvé, le diamètre maximum est de 6mm. Tu peux m’expliquer comment faire (calculs pour diam>6) et si ma broche est adaptée pour ce genre de travail ?
Concernant la profondeur égale des poches, je sais que c’est important mais pour l’instant cela ne me préoccupe pas trop car personne ne les verra vu qu’elles seront remplies résine. 😉

Gravure faite à la défonceuse avec des gabarits de coupe

Avec la résine, le fond est invisible 🤗
En effet avec la résine ce n’est pas trop grave si le fond n’est pas droit. 😉
Pour les réglages, pour une fraise a surfacer 16mm dans l’idéal il faudrait monter a 20000 tr/minute et une avance de 1000 mm/min environ.
Impossible d’avoir une vitesse de rotation optimale avec la broche d’origine donc il faudra faire avec les 9000 tr/min et réduire l’avance vers 800/900 mm/min je pense. Cette 3018 est tout en alu donc je pense que ça devrait être assez rigide, mais je ne l’ai jamais testée donc il vaut peut-être mieux faire des tests sur une chute avec des vitesses d’avance plus lentes avant.
Sinon il vaut mieux fraiser en avalant et faire des passes assez fines <0.5mm.
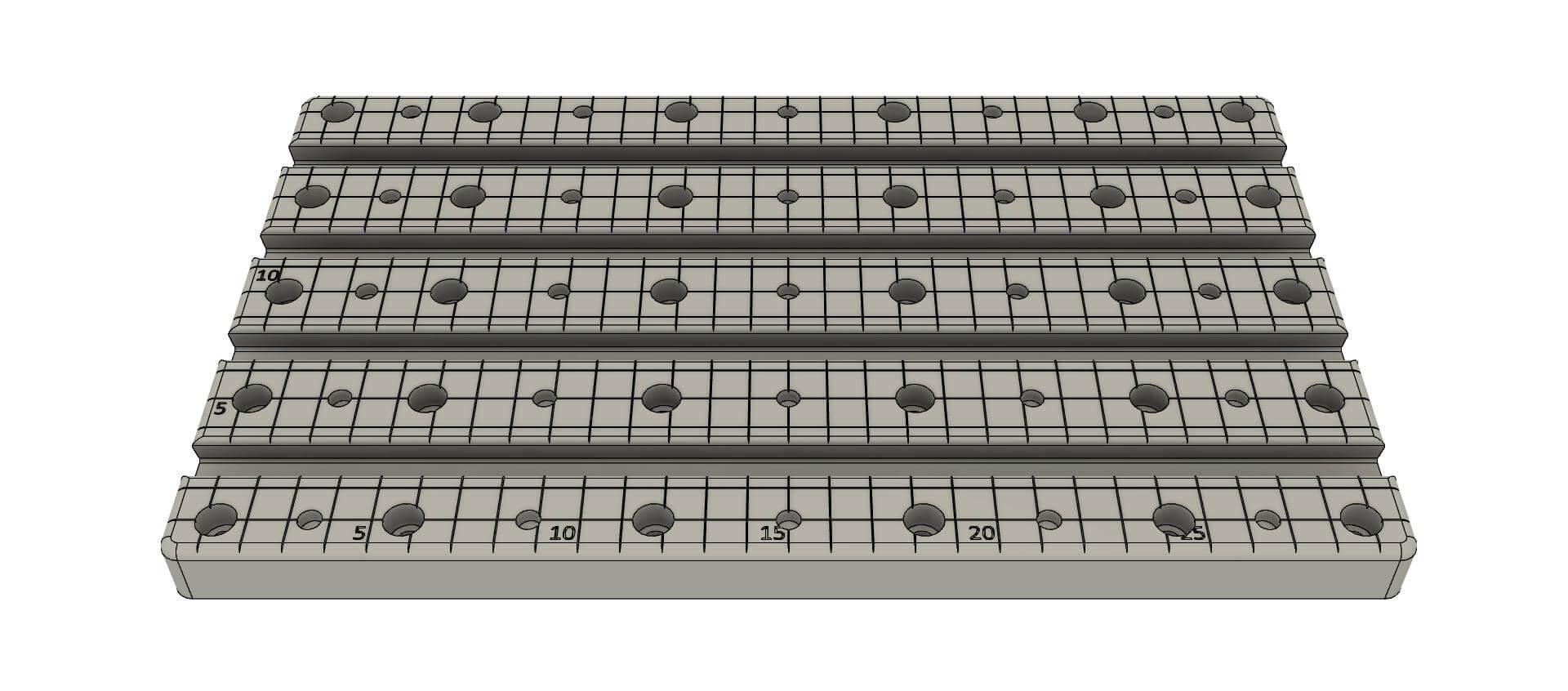
La grille est prête, la conception est finie, les chemins d’outils sont créés. Yapluka…
bonjour @couz
en parcourant le forum j ‘ai vu que tu remplissait tes gravures avec de la résine . je suis egalement interressé par ce procédé mais comment fais -tu pour l’égaliser apres séchage ?
Certains posts du forum peuvent contenir des Liens affilliés