
Qu’est ce que GRBL Candle ?
Windows et Mac
GRBL Candle est un logiciel de contrôle pour CNC basé sur GRBL. Il fonctionne avec toutes les CNC 3 axes qui intègrent un Arduino. Il vous permet de contrôler les mouvements de votre CNC manuellement ou d’envoyer des fichiers Gcode afin de lancer un usinage.
C’est un logiciel simple a prendre en main donc il est idéal pour débuter. Je vous propose dans cet article de découvrir son interface.
Prérequis
Pour utiliser GRBL Candle il vous faudra forcement une CNC tournant sous GRBL.
Avant de lancer le programme, il faut aussi installer les drivers de la CNC, fournis en général avec la machine.
Télécharger GRBL Candle
Vous pouvez télécharger Candle pour Windows sur le GitHub du projet ou via les serveurs de Sainsmart pour la version Mac Os.
Si vous utilisez Edge, le téléchargement sera surement bloqué, Il suffit de cliquer sur la flèche « ^ » et choisir « garder ».
Si ça ne fonctionne pas, essayez avec un autre navigateur comme Firefox par exemple.
Installer GRBL Candle
GRBL Candle n’a pas besoin d’être installé, dézippez le fichier la ou vous le souhaitez sur votre disque dur et ouvrez le fichier Candle.exe pour le lancer.
Pour que ce soit plus pratique, vous pouvez créer un raccourcis de ce fichier sur votre bureau (clic droit > Envoyer vers > Bureau (créer un raccourcis)) ou l’épingler a votre menu démarrer (Clic droit > Epingler au menu démarrer)
L’interface
Maintenant que le logiciel est ouvert, on va faire le tour de l’interface.
Visualiser
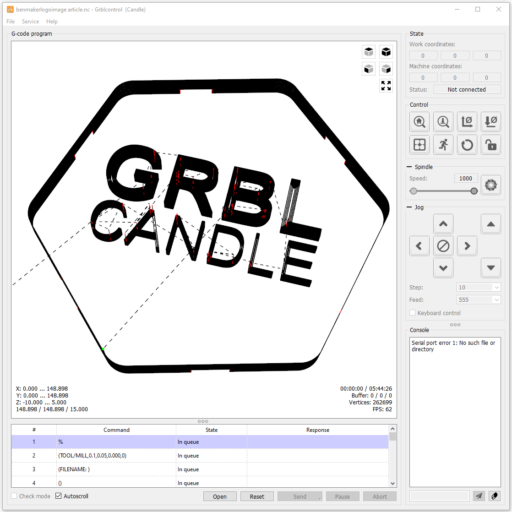
Cette grande partie de l’écran permet de visualiser les tracés. Elle permet de suivre en direct l’avancement de la gravure.
Il est possible de modifier l’affichage :
- Rotation : Maintenir le clic gauche et déplacer la souris.
- Déplacement : Maintenir le clic droit et déplacer la souris.
- Zoom : Scroller avec la roulette de la souris.
En bas certaines informations sont affichées :
- A gauche : Informations de position.
- A droite : Informations de gravure.
State
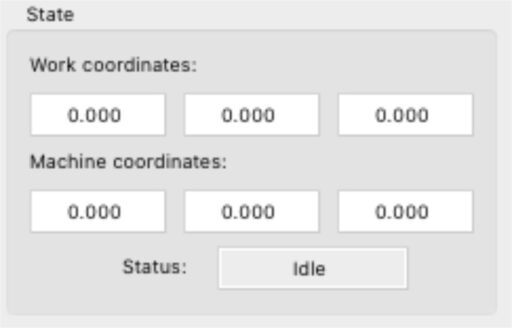
Dans cette section, on retrouve plusieurs infos :
- Les coordonnées de travail (work coordinates) : Il s’agit de la position réelle de la broche.
- Les coordonnée de la machine (Machine coordinate) : Il s’agit des coordonnées du point home de la machine. Sur la CNC 3018 elles indiquent l’emplacement de la broche au démarrage de la machine.
- Le statut de la machine :
- Not connected : La cnc n’est pas reconnue.
- Idle : En attente de commande G-code.
- Run : Commande G-code en cours de réalisation.
- Home : Cycle de homing en cours.
- Check : Commande Gcode « Check mode » activée.
- Hold : Machine mise en pause par une commande « ! ». Doit être relancée par une commande « ~ ».
- Alarm : Il y a eu une erreur, toutes les commandes Gcode sont bloquées.
- Door : Capteur de porte activé.
Control

Bouton Home

Sert a envoyer la broche a un point home défini sur les machine équipé d’interrupteurs de fin de course. De base, il ne sert pas sur la CNC 3018. Il envoie la commande « $H »
Bouton Z-probe

Sur la CNC 3018 on peut ajouter un Z-probe ou palpeur d’axe Z et c’est très pratique. Une fois configuré, ce bouton sert a lancer le réglage de hauteur de l’axe Z automatiquement. Voir plus bas dans « Menu Settings » pour le configurer.
Bouton Zéro XY

Ce bouton permet de réinitialiser le point zéro des axes X et Y. Il envoie la commande « G92X0Y0 ».
Bouton Zéro Z

Ce bouton permet de réinitialiser le point zéro de l’axe Z. Il envoie la commande « G92Z0 ».
Bouton Restore origin

Ce bouton permet de remettre a zéro les coordonnées de travail. Utile si vous pensez a remettre votre broche a son point 0 avant d’éteindre la machine.
Bouton Safe position

Ce bouton permet d’envoyer la broche aux coordonnées que vous avez renseigné dans les préférence, sous « safe position commands ». Voir plus bas dans « Menu Settings. »
La position doit être spécifiée dans « Machine coordinate »
Il est possible de s’en servir de position home si vous n’avez pas d’interrupteurs de fin de course.
Bouton Reset

Permet de stopper tout déplacement de la broche. C’est en gros un interrupteur d’urgence. Il envoie la commande « CTRL+X »
Bouton Unlock

Sert a débloquer la machine après avec cliqué sur le bouton reset. Il envoie la commande « $X »
User command
Il est possible de configurer 4 commandes depuis le menu settings.
Heightmap
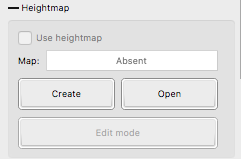
Afin d’obtenir des gravures plus précises, il est possible de cartographier votre spoilboard ou votre planche afin que Candle prenne en compte sa déformation. Voir plus bas dans l’article pour son utilisation.
Spindle
Cette partie permet de régler manuellement la vitesse de rotation de la broche. Un bouton permet de stopper ou relancer la rotation. Pratique pour nettoyer la fraise après avoir mis la gravure en pause.
Overriding
Cette partie permet de passer outre certains réglages prédéfinis dans votre fichier Gcode. Pour cela il suffit de cocher la ligne correspondant et de faire varier le curseur.
Jog
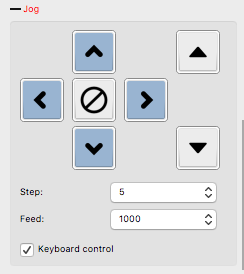
Cette partie permet de déplacer la broche. La croix permet de déplacer en X et en Y. Le bouton central permet de stopper le déplacement en cours. Les flèches a droite de déplacer en Z.
- Step : Permet de régler le déplacement de la broche en millimètres.
- Feed : Permet d’affiner la vitesse de déplacement de la broche.
Il est possible de controler la broche a l’aide d’un clavier. Personnelement, j’utilise un petit clavier numérique a coté de la CNC.
Les touches assignées sont les suivantes (on ne peux malheureusement pas les modifier) :
- Touche 8 = Y+
- Touche 2 = Y-
- Touche 6 = X+
- Touche 4 = X-
- Touche 9 = Z+
- Touche 3 = Z-
- Touche 5 = Stop
- Touche 7 = Déplacement de la broche + (STEP +)
- Touche 1 = Déplacement de la broche – (STEP -)
- Touche * = Vitesse de déplacement de la broche + (FEED +)
- Touche / = Vitesse de déplacement de la broche – (FEED -)
- Touche 0 = Arret et redémarrage de la broche
Console
Cette partie affiche les informations relatives à toutes les actions effectuées par le logiciel. Il est possible d’y entrer des lignes de code et de les executer.
Menu settings
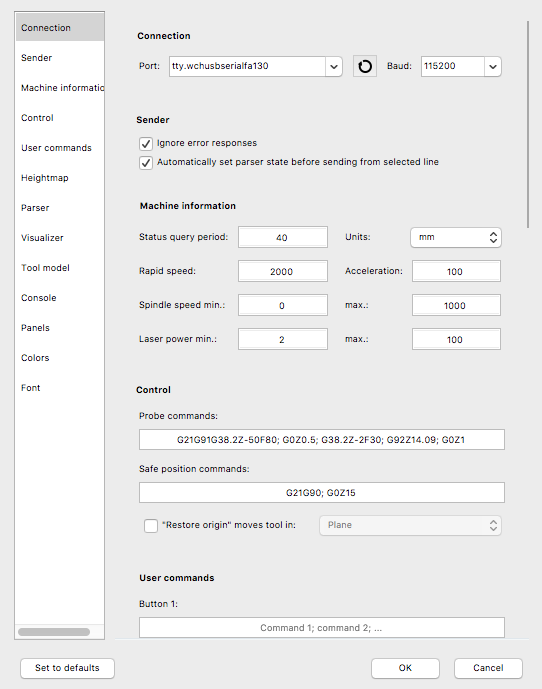
Le menu settings vous permet de configurer certaines fonctions de Candle,
- Connection : Affiche le port ou est connectée votre cnc. Si elle n’apparait pas cliquez sur le bouton actualiser. Le baud doit être a 115200.
- Machine information : Affiches les informations d’unité et de vitesses de la cnc. Pour la CNC 3018 vous n’avez pas a y toucher.
- Control :
- Probe command : Une fois votre z-probe branché, entrez « G91G21G38.2Z-50F100; G92 Z14.09; G0Z5M30 » pour pouvoir utiliser le bouton Z-probe. Remplacez « 14.09 » par la hauteur exacte de votre z-probe,
- Safe position command : Pour que la cnc retourne automatiquement a sa position 0 en cliquant sur le bouton safe position, entrez « G53G00G90Z0.;G53G90X0.Y0.«
- User Command : Permet de configurer 4 actions en G-code sur les 4 boutons disponibles.
- Heightmap : Permet de régler la vitesse de la sonde lors de la réalisation d’un mapping.
- Parser : Je n’y ai jamais touché. Si vous savez a quoi ça sert laissez un commentaire !
- Visualiser : Réglages de l’affichage du visualiser.
- Tool Model : On peut ici entrer les paramètres de l’outil mais je ne l’utilise pas c’est géré directement par Carbide create.
- Console : Permet d’afficher plus ou moins d’informations dans la console.
- Panel : Permet de sélectionner les sections qui seront affichées dans l’interface de GRBL.
- Color : Plusieurs options pour modifier les couleurs.
- Font : Changer la taille de la police d’écriture.
Lancer une gravure

Déplacez votre broche pour la placer au point 0 défini dans votre programme. En général l’angle inférieur gauche de votre planche.
Cliquez sur le bouton Zero XY pour remettre les coordonnées de travail des axes X et Y à zéro.
Utilisez le palpeur avec le bouton Z-probe si vous en possédez un ou réglez la hauteur de la fraise avec un bout de papier pour faire le zéro de l’axe Z et cliquez sur Zero Z.
Cliquer sur Open et sélectionnez votre fichier gcode (.nc). Il apparait dans le visualiser.
Vérifiez que tout est ok et lancez la gravure en cliquant sur Send.
Le bouton Pause permet de mettre la gravure en pause, mais ne stoppe pas la rotation de la broche. Pour cela utilisez ensuite le bouton dans la section Splindle. N’oubliez pas de relancer la broche avant de relancer la gravure.
Le bouton Abort permet d’abandonner la gravure en cours. Il ne vous sera pas possible de reprendre la ou vous vous êtes arrété.
le bouton Reset permet de remettre la séquence en cours a zéro.
Faire une gravure en plusieurs opérations
Imaginons que vous souhaitiez faire un usinage en 2 passes, une d’ébauche et une de finition. Vous allez donc préparer 2 fichiers Gcode, un pour dégrossir la pièce avec une fraise d’ébauche et un avec une fraise plus fine ou ronde pour l’étape de finition.
Pour le premier usinage, il vous suffit de suivre les étapes indiquée dans la section au dessus.
Une fois terminé il va falloir changer la fraise et refaire le zéro de l’axe Z uniquement, soit avec le Z-probe (en cliquant sur le bouton Z-probe soit avec un bout de papier puis en cliquant sur Zero Z.
Vous pouvez bien évidement utiliser les commandes de jog pour déplacer la broche afin de pouvoir changer la fraise plus facilement.
On ne touche surtout pas au zero des axes X et Y qui a déjà été enregistré lors du premier usinage.
Il suffit ensuite de charger le 2ème fichier Gcode et de le lancer avec Send pour que le programme se lance depuis les même coordonnées que le premier usinage.
Fonction Height Map
Afin d’obtenir des gravures plus précises, il est possible de cartographier votre spoilboard ou votre planche afin que Candle prenne en compte sa déformation. Pour cela il vous faudra un Z-Probe.
Pour commencer, ouvrez votre fichier Gcode et faites le zero XY et Z dans l’angle ou se trouve votre point 0, descendez votre fraise a quelques millimètre du Z-probe.
Cliquez sur Create, une nouvelle section s’ouvre dans laquelle on va paramétrer le palpage et une grille apparait dans l’aperçu.
La première chose va être d’ajuster la surface a scanner, soit en cliquant sur Auto dans Bords pour ajuster la map automatiquement à la taille de votre fichier, soit en entrant la taille de votre planche manuellement avec les champs W et H. Les champs X et Y vous permettent de décaler la zone du point 0. Je vous conseille de laisser une marge entre le bord de votre planche et la zone a palper pour pouvoir placer le Z-probe et éviter les pinces par exemple.
Ensuite indiquez le nombre de points a palper sur chaque axe dans Grille de palpage.
A vous de voir combien de point vous souhaitez palper, mais plus il en a, plus ce sera long. Un tout les 10 ou 20mm environ devrait suffire.
Entrez ce nombre dans X et Y. Avec les champs Zt et Zb vous pouvez régler la hauteur de palpage, Zt défini le point haut et Zb le point bas.
Cliquez sur Probe now pour lancer la procédure, il faudra déplacer votre probe en même temps que la broche au fur et a mesure de l’avancement. Une fois fini un aperçu coloré de la map apparaitra. Sauvegardez votre map en cliquant sur File > Save afin de pouvoir la réutiliser si besoin et vous pouvez quitter le mode Heighmap en cliquant sur Edit.
Rangez le Z-probe, cochez la case Use Heighmap et lancez votre usinage normalement en cliquant sur Send, Candle se basera sur la map pour votre gravure.
Astuces
Candle ne s’ouvre pas
Tout fonctionnait bien, mais du jour au lendemain Candle ne veux plus se lancer.
Vous êtes peut-être victime du bug qui se produit lorsqu’on utilise 2 écrans et que l’on ferme Candle depuis l’écran secondaire. Pour pouvoir relancer Candle :
– Ouvrir le fichier « settings.ini » qui se trouve dans le dossier de Candle avec un éditeur de texte.
– Supprimer la ligne qui commence par : « formGeometry=@bytearray »
– Sauvegarder et relancer Candle.
Impossible d’écrire une commande dans la console.
Si vous n’arrivez plus a écrire de commande dans la console, vous avez surement activé l’utilisation du clavier pour contrôler votre CNC. Désactivez la case dans la section « jog » et tout rentrera dans l’ordre.
Plusieurs instances de Candle ?
Vous souhaitez contrôler plusieurs machines simultanément ? ou avoir un Candle préréglé pour chacune de vos machines ?
Commencez par dézipper Candle dans un dossier par exemple :
C:\Programmes\CNC\Candle\Dupliquez le dossier de Candle en le renommant Candle-Aureus3x par exemple et renommez le .exe qui se trouve dans le dossier de la même façon. Vous pouvez le faire autant de fois que vous avez de machines.
Vous obtenez donc:
C:\Programmes\CNC\Candle\Candle.exe
C:\Programmes\CNC\Candle-Aureus3x\Candle-Aureus3x.exe
C:\Programmes\CNC\Candle-3018PROVer\Candle-3018PROVer.exe
C:\Programmes\CNC\Candle-MasuterPro\Candle-MasuterPro.exe
...Pour chaque exécutable vous pouvez sélectionner des réglages et un port COM différent, ce qui vous permet d’utiliser 2 machines simultanément ou d’avoir un Candle préréglé pour chaque machine.
Vous pouvez avoir autant de clones de Candle que vous le souhaitez mais le nombre de machines utilisables simultanément dépendra du nombre de contrôleurs USB que possède votre PC. Ensuite vous pouvez créer des raccourcis ou les épingler a votre menu démarrer. Pratique !
Conclusion
GRBL Candle est au final un logiciel plutôt simple a utiliser, ce qui en fait un logiciel idéal pour débuter dans le monde de la CNC.
Si vous avez des questions, laissez un commentaire et j’essayerai de vous répondre au plus vite!






Od pewnego czasu mam problem. Po otwarciu Grbl Control candle 1.1., po podłączeniu maszyny do komputera przez USB, po wybraniu odpowiedniego Portu – na konsoli pokazuje się komunikat: Katalog błąd portu szeregowego 1 lub 2 , 3, 4 . Brak takiego pliku lub Odmowa dostępu. Po którejś próbie otrzymałem na ekranie taki komunikat: Niektóre pliki wypakowane z Grblcontrol (Candle 1.1.7). rar zostały zmodyfikowane lub zostały utworzone nowe pliki. Czy chcesz je umieścić w archiwum ? Tak Nie Anuluj Pragnę zaznaczyć, że mimo podeszłego wieku i całkowitej nieznajomości dziedziny Programistki mam pewne sukcesy w obróbce CNC . Tego problemu jednak , od pół roku nie mogę rozwiązać i nie mogę korzystać z tego programu. przeszedłem na Estelcam ale to nie w pełni spełnia moje oczekiwania. Proszę o pomoc.
Traduction :
J’ai un problème depuis un certain temps. Après avoir ouvert Grbl Control candle 1.1., après avoir connecté la machine à l’ordinateur via USB, après avoir sélectionné le port approprié – la console affiche le message : Erreur de port série du catalogue 1 ou 2, 3, 4. Aucun fichier de ce type ou l’accès est refusé. Après une tentative, j’ai eu le message suivant à l’écran : Certains fichiers extraits de Grblcontrol (Candle 1.1.7). les fichiers rar ont été modifiés ou de nouveaux fichiers ont été créés. Souhaitez-vous les archiver ? Oui Non Annuler Je tiens à souligner que malgré mon âge avancé et mon ignorance totale du domaine de la programmation, j’ai eu quelques succès dans l’usinage CNC. Cependant, je n’ai pas réussi à résoudre ce problème depuis six mois et je n’ai pas pu utiliser ce programme. Je suis passé à Estelcam mais cela ne répond pas entièrement à mes attentes. S’il vous plaît, aidez-moi.
Przepraszam . Coś jest nie tak. Tekst, który napisałem przed paroma minutami po opublikowaniu jest niezrozumiały nawet dla mnie , został dziwnie przekształcony. Chodzi o to, że w interfejsie Grblcontrol Candle 1,1,7 w głównym oknie , w górnym lewym rogu nie wyświetla się g-cod.
Traduction:
Désolé . Quelque chose ne va pas. Le texte que j’ai écrit il y a quelques minutes après la publication est incompréhensible même pour moi, il a été étrangement transformé. Le problème est que dans l’interface Grblcontrol Candle 1,1,7 dans la fenêtre principale, dans le coin supérieur gauche, le g-code n’est pas affiché.
Bonjour, si la cnc fonctionne avec Estlcam, elle devrait fonctionner avec GRBL Candle. Peut être as tu lancé Estlcam avant et le port est bloqué par Estlcam ? Dans ce cas fermer le logiciel ou redémarrer l’ordinateur devrait suffire a régler le soucis. Il faudra sélectionner le même port COM et le même Baudrate que dans Estlcam.
Ten problem jest wcześniejszy. Estelcam zainstalowałem nie dawno
Traduction:
Ce problème est antérieur. J’ai installé Estelcam il n’y a pas longtemps
Ok donc ça ne fonctionne pas non plus avec Estlcam?
Le driver CH340 est bien installé ? As tu essayé avec un autre câble USB, un autre port USB ou mieux un autre PC pour voir si le problème viens du PC ou de la CNC ?
Merci de cliquer sur « Répondre » sous mon message pour continuer la conversation.
Estelcam fonctionne correctement. Bougie 1.1.7, essayée sur trois ordinateurs. J’ai également remplacé le câble USB. L’interface affiche l’état du port ouvert sur la droite. Sur la console de communication avec l’appareil : Erreur de port série 1 (après avoir changé le port USB 2,3,4, le message suivant s’affiche toujours : Erreur de port série et Aucun fichier ou répertoire de ce type, et [CTRL +X], et il n’y a pas de Grbl 1.1e [$ pour l’aide] Manque également dans la fenêtre principale dans le coin supérieur gauche [GC:G0 G54 G17 G90 G94 NS M9 T0 F) S0] F/S:0/0
J’ai traduit le texte en français car lorsque j’écris en polonais le Blog affiche un charabia incompréhensible. Si vous pouvez m’aider, je vous en serai très reconnaissant.
Merci, c’est plus simple en français pour moi 😉
L’erreur « Serial port error 1: No such file or directory » c’est a 90% du temps une erreur de port COM, de baudrate ou de driver. C’est quoi comme machine ?
Quelques autres possibilités :
– un contrôleur hors ligne est branché sur la carte de la CNC et parasite la connexion.
– Le bouton d’arrêt d’urgence est enclenché. (erreur bête qui arrive souvent 😉 )
– Tu utilises un hub USB ou une rallonge USB ? ça peut causer des problèmes de connexion.
Peu probable si ça fonctionne avec EstlCam:
– Parasites (en général ça arrive plutôt au démarrage de la broche)
– Problème avec le driver CH340 (le désinstaller et le réinstaller)
– Problème de carte ou port usb dessoudé.
– la machine est sous GRBL 0.9 (non compatible avec Candle 1.1.7, il faut Candle 1.0), mais à priori tu es en 1.1e donc ça devrait fonctionner.
A part ça je ne voit pas.
Merci beaucoup
Je vérifierai demain. En Pologne, il est minuit. La plupart ont été testés et rien n’y fait. Je vérifierai demain, j’ai 78 ans et je suis un peu fatigué aujourd’hui
Bonjour
Je viens d’acquérir une TTC450 PRO.
Mon problème c’est que j’ai des fichiers STL et je ne sais pas comment les transformer en NC ou en Gcode.
Peux tu stp, m’indiquer la procédure.
Merci
Bonjour, il faut utiliser un logiciel qui gère l’usinage a partir d’un stl comme Fusion 360 ou Kiri:Moto
Bonsoir, Je me Présente Sébastien 48 ans Ebeniste j aurais une question j ai acheter une Genmitsu proverxl 6050 plus et j ai GRBL Candle pour envoyer les commandes mais je n avais pas télécharger un logicirl pour faire du GCode bref après plusieur avis et recommandation je télécharge Carbone Create et chaque fois que je fais des programmation Grbl candle, trouve des erreur et donc n exécute aucun usinage alors ma question Pourquoi Merci pour votre retour. Bonne soirée
Bonjour, vous avez bien sélectionné le post processeur GRBL dans Carbide Create ? (Edit > Select Post Processor)
Bonjour, merci pour votre retour je vais regarder car la ça ne me parle pas.
Rebonjour apparament ce n es pas ça je viens de faire un essais j ai pris un échantillons dans la bibliothèque Carbide et il ne prend pas la commande et si je fais vite une gravure il ne prend pas et dans la liste de commande l écriture ne correspond pas une écriture GCode.
Quelle version de Carbide Create ? Après la V6 il n’est plus possible d’exporter en Gcode directement. Ton fichier est en .nc ou .c2d ?
Bas la V6 car j avais parce que on m a indiqué que la V7 ne pouvait plus générer des fichier Gcode et mes fichier je que les exporter en . svg
Je travail pour l agencement et le mobilier avec Sketch pro2025 et de la je sors en DXF quel logiciel me conseiller vous pour faire le pont et me sortir des fichier GCodes pour la Grbl Candles afin de communiquer avec la Genmitsu proverxl 6050 plus.
Merci pour votre retour
Tu as des messages d’erreur qui s’affichent ? Si le programme ne se lance pas du tout, est ce que tu n’as pas une pause au début du programme? Tu as essayé d’appuyer sur « pause/reprendre » après avoir lancé le programme ?
Tu peux poster le début du programme que produit carbide ?
Les messages d erreur soit le 01 le 11 ou le 20 et après avoir mis pause et voulu reprendre j ai le 09
Au cas où j ai fais parvenir une photo d écran pour m eux comprendre Bonne soiree
Ok, je viens de voir la capture par email. Tu essayes de graver a partir du fichier SVG, ça ne peux pas marcher, ce n’est pas du Gcode.
Dans Carbide Create, Onglet « Toolpath », après avoir créé tes parcours d’outils tu dois exporter en cliquant sur Save Gcode en bas. C’est ce fichier (.nc) que tu ouvrira dans GRBL Candle.
Regarde sur cette vidéo, c’est sur une ancienne version de Carbide mais le fonctionnement est le même: https://benmaker.fr/carbide-create-cnc-3018/
Et si tu veux plus d’informations sur le Carbide Create V6 c’est ici, tous les outils sont expliqués : https://benmaker.fr/decouvrir-carbide-create/
ok merci
enfaite si irien ne se passe quand je clic sur SAVE G CODE parce que le tuto dis que la fenêtre post processor doit s’ ouvrir et moi depuis le début je clic et rien . donc le problème est encore ailleurs
Si le post processeur est déjà sélectionné, tu devrais avoir une fenêtre Windows qui s’ouvre pour sauvegarder le fichier dans le dossier de ton choix. Si rien ne s’ouvre, je ne sais pas, je n’ai jamais eu ce soucis :/ Essaye de réinstaller le programme, ce n’est pas normal…
Ok très bien Merci
Bonjour
j’ai une toute petite experience dans la CN, et j’arrive à lancer et realiser des pièces , mais j’ai une lacune en ce qui concerne la position ou je voudrais lancer et commencer la gravure.
c’est à dire comment deplacer la zone à graver à la position Zero XY?
D’avance merci pour votre retour
Bonjour, l’emplacement du point 0 par rapport a ton usinage est défini dans le logiciel qui te sert a créer ton fichier Gcode. (Carbide create, Easel, Fusion 360…) C’est dans celui ci que tu vas définir les marges entre le point 0 et ton usinage.
Si dans ton Gcode, ton motif est a 2cm en X et Y de ton point 0, il le sera aussi lors de l’usinage.
Une fois importé dans Candle, pour définir ce point 0 sur ta planche, il te suffit de placer ta fraise a l’endroit voulu et de mettre les coordonnées de travail en X et Y à 0 avec le bouton « Zero XY ».
Je suis nouveaux et j essaye de comprendre ce logicie
Est t il.possible d avoir petite formatiin en francais
L’article reprend toutes les fonctions du logiciel, quel point te pose problème ?
bonjour
ma genmitsu 4040 reno est branche au pc avec candle elle est reconnu mais aucun deplacements sur x y ou z pouvez vous m aider merci
Est ce que tu as un message d’erreur dans la console ?
merci c etait la carte contoleur hs
Bonjour
Je suis débutant et j’ai acheté une machine TwoTrees 450.
J’ai un problème avec Candle , je ne comprends pas bien les commandes pour mettre à 0 l’emplacement de la broche. (coordonnées machine et travail)
Si je touche le bouton « origine » la broche se déplace en Z et à un moment elle s’arrête de monter mais on entend toujours le moteur qui peine
jusqu’à la valeur -88000 et elle s’arrête enfin.
Pouvez-vous m’aider?
Bonjour, je dirai que l’interrupteur de fin de course de l’axe z n’est pas détecté. Vérifie le câblage et que l’interrupteur est bien actionné lorsque la broche arrive en haut.
Bonjour
Oui c’était bien un câble qui s’est décroché, je commence à comprendre les coordonnées travail et machine.
J’ai un ouvrage à faire et j’ai plusieurs usinage à faire sur la même pièce.
est-ce normal que la machine n’effectue pas les différents usinages à la file?
faut-il faire plusieurs Gcodes pour chaque usinage? et les exécuter séparément ?
j’aimerais t’envoyer mon projet pour avoir ton avis, si tu acceptes.
Dany
Tu utilises quel logiciel pour créer le Gcode ? Il y a peu être une commande de changement d’outil entre les usinages qui met la machine en pause ? Dans ce cas il suffit de relancer l’usinage pour que ça continue.
j’utilise Easel pour générer le G-code
si je relance l’usinage elle recommence à chaque fois le 1er usinage et retourne à 0
Regardes avec Ncviewer.com si tes différents usinages apparaissent dans le Gcode. S’il n’apparaissent pas c’est que ton gcode n’est pas exporté comme il faut. Poste le lien du projet ici ou envoie le moi via la page contact (en bas), je regarderai des que j’ai un moment.
S’il apparaissent, vérifie que ton port usb ne se met pas en veille, vérifie que le baudrate (dans les paramètres de Candle) correspond bien a celui conseillé par Twotrees, sinon essaye un autre câble ou port usb, il y a surement une coupure dans l’envoie des données.
Je voudrais comprendre comment se servir des deux commandes juste a coté soit (sen command) et (clear control) Merci Oliva
Send command : Envoi la commande écrite à la machine.
Clear console : Efface la liste des commandes de la console.
Je possede un Genmitsu 4030 et je voudrais augmenter les vitesses de déplacement. Dans la zone control a droite et en bas de l’écran si j’inscrit $$ il ne se passe rien meme si je click sur enter ou si je click sur le signe envoyer juste a coté. Pouvez vous m’aider et me dire ce que devrais faire. Merci Oliva
Bonjour, est ce que le déplacement avec les touches du clavier est activé ? Si oui la console est désactivée.
Non mon keyboard control n’est pas activé car je peu écrire dans la zone control Oliva
Le contrôleur externe est déconnecté ?
bonjour,
on m’a offert a Noël la 3018 Pro Max.
quand je veux télécharger candle ( clé USB Rouge)sa fonctionne pas, sa ne veux pas ce télécharger jusqu’au bout ( sa mouline).
en plus j’ai une autre clé USB noir que quand je la met a l’ordinateur y a rien qui sa passe,la clé USB ne s’inscrit pas à l’ordinateur et je ne sais pas a quoi elle sert.
pour l’instant je ne peux pas l’utiliser car je ne sais pas comment faire.
en espérant que vous pourrez m’aider.
merci d’avance
Peut être une clé usb défectueuse, contacte le vendeur.
Je te conseille de télécharger GRBL Candle sur la page officielle : https://github.com/Denvi/Candle
Bonjour et merci pour ces infos
Comment faire pour créer un fichier Gcode pour un usinage perso?
Merci!
JPaul
Avec un logiciel de FAO type Carbide Create, Fusion 360… Il en existe plein de différents.
Voir ici : Logiciels FAO sur BenMaker.fr
Bonjour Ben,
Apres beaucoup d’essais je suis arrivé a créer un fichier gcode.
Je l’ai simulé avec Candle. il fonctionne.
J’ai voulu lancer ce gcode avec ma cnc3018 et la je recois le message « stop » écrit sur fond jaune.
Ma machine est équipée de fin de course (ils fonctionnent tous tres bien.
elle a aussi un probe qui fonctionne aussi.
je fais correctement le homing sans soucis.
comment régler ce problème de « stop » qui bloque la machine.
Merci de votre aide.
Difficile a dire comme ça, tu peux poster le Gcode sur le forum si tu veux que je regarde.
Bonjour, lorsque je lance un projet j’ai systématiquement le même échec, la broche se lance puis un message d’erreur
[MSG:HTTP Started]
[MSG:TELNET Started 8080]
Erreur port serie 2: Accès refusé.
[CTRL+X]
Pouvez vous m’aider ,
Bien cordialement.
BONJOUR
peut on faire une correction d outil dans candle, si oui comment ?
merci
Qu’est ce que vous appelez correction d’outil ? Candle ne peut lire que le Gcode pas l’éditer.
bonjour
je suis en train de faire des puzzles sur la ttc 450 mais pour les assembler cela est trop juste, il n i y a pas assez de jeu, c est pour cela que je vous demande
s il est possible de faire une correction d outil pour que les puzzles s assemble bien.
Merci .
Ok je comprend mieux. Il va falloir créer un léger offset interne pour chacune des pièces (un ou deux dixièmes de millimètres devraient suffire).
Pour ça il faut utiliser l’outil offset de ton logiciel de dessin vectoriel ou de Carbide Create.
bonsoir
comment fait on pour creer un léger offest interne avec carbite create.
merci
Sélectionnez la forme, et cliquez sur « Offset Vector » dans « Transform ». Entrez la valeur par exemple « 0.2mm » et choisissez « inside » pour un offset vers l’intérieur. ça va créer un tracé à l’intérieur, c’est celui la qu’il faudra utiliser pour la découpe des pièces.
Pour plus d’infos sur Carbide Create c’est dans cet article.
Bonjour
Merci pour votre réponse ( rapide ).
cdlt.
BONSOIR
je viens d essayer votre méthode mais hélas c’est pareil. pour la découpe dans offest direction j ai mis outside/right et j utilise un foret de 2 millimètre
de diamètre. Le problème vient peut être de ces paramètres ??
MERCI.
Si l’assemblage est toujours trop serré, il faut augmenter l’offset. Pas trop non plus sinon il y aura trop de jeu entre les pièces. 😉 Suivant le bois, la qualité de la découpe et l’épaisseur ça peut varier, dur de donner un chiffre, il faut faire des tests.
L’offset doit être créé à l’intérieur (inside) de chaque pièces. Et la découpe doit se faire a l’extérieur (outside) des traits créé par l’offset.
Bonjour
je suis complètement perdu.
J’ai installé le driver de votre site mais je suis toujours Non connecté.
port série et chemin d’accès introuvable
Merci de votre aide
Cdlt
Bonjour, Quelle machine ? Vous avez actualisé les ports COM dans les paramètres de Candle ?
Bonjour,
J’ai acheté une cnc Genmitsu 4030 v2, paramètre machine ok, test via les 2 fichiers de la clé usb ok.
Lorsque je télécharge un fichier fait maison sur GRBL, il s’affiche bien à l’écran mais n’est pas vers la représentation des 3 axes de couleurs, si je fait un zéro au coin de ma pièce à l’écran, la pointe de l’outil revient au point de liaison des 3 axes et donc très loin de ma pièce.
Est-ce possible de déplacer manuellement celle-ci?
Bonjour, le point d’origine ne doit pas être bien configuré dans le logiciel ou vous avez créé les parcours d’outils. Il faut le placer dans le coin souhaité (en général en bas a gauche).