


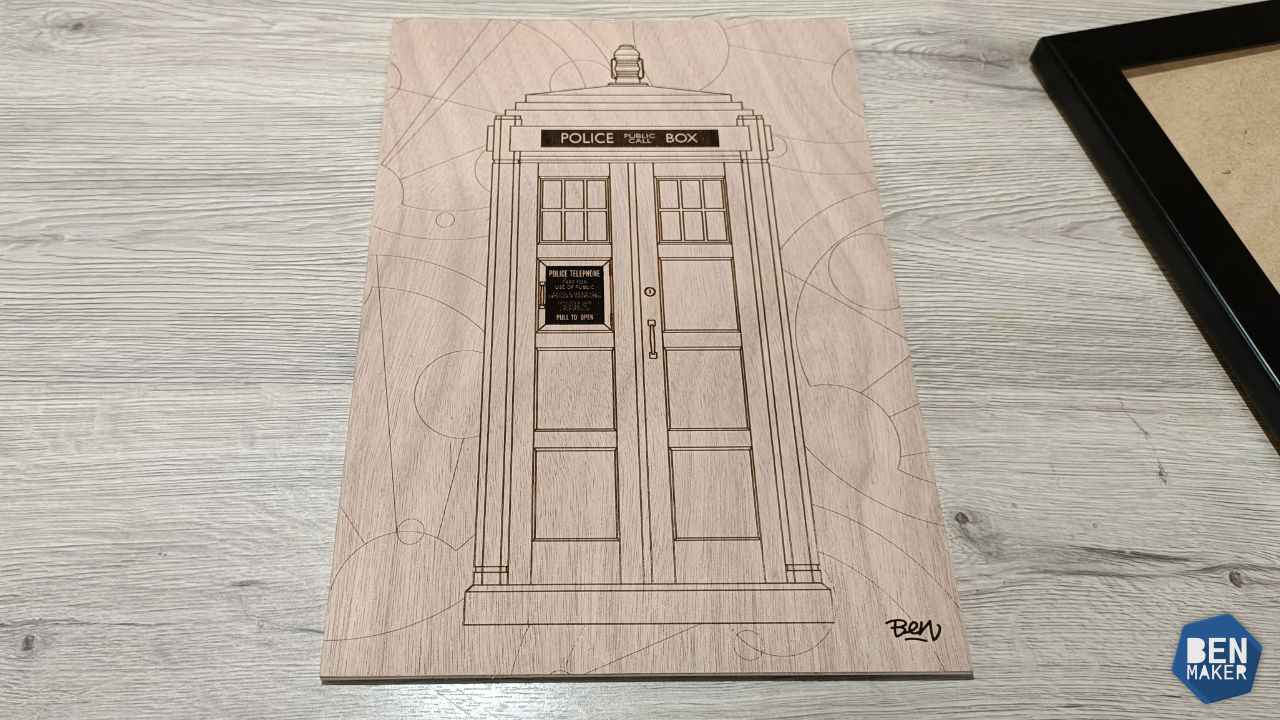
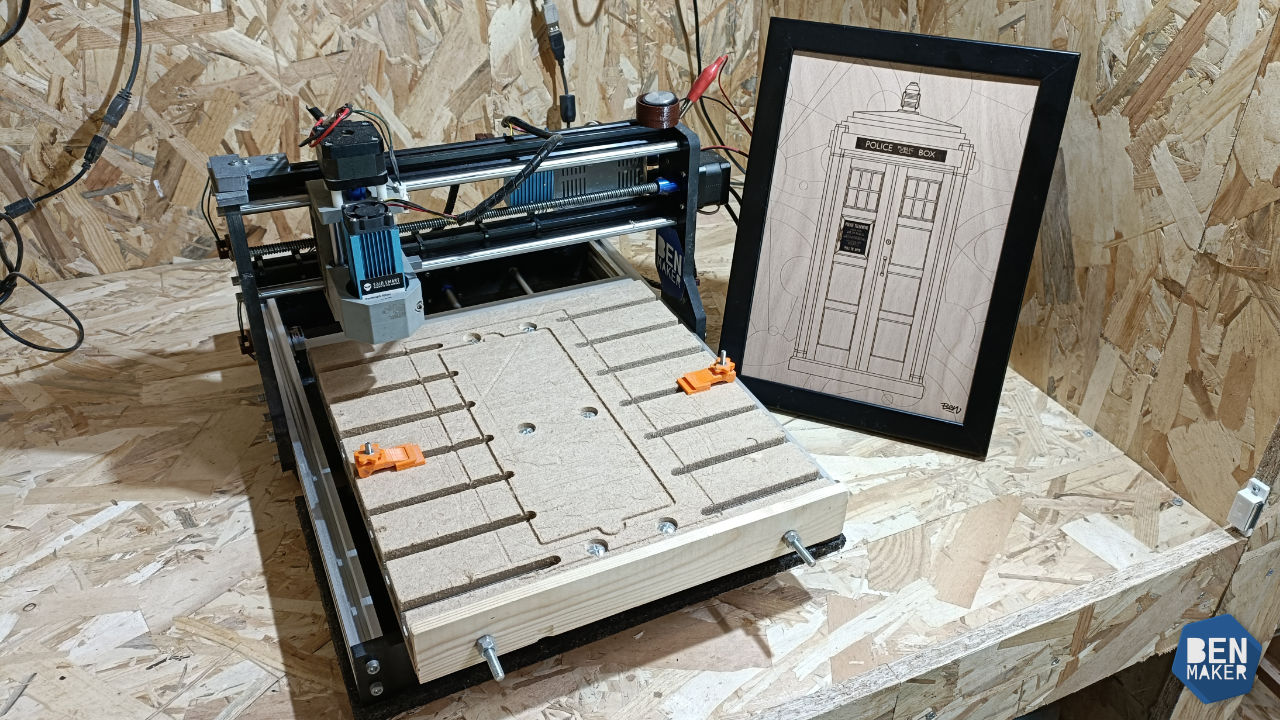
Comme vous le savez surement je suis fan de Doctor Who, et même si les dernières saisons ne sont pas au top, le nouveau tardis est quand même plutôt stylé. J’ai donc eu envie de réaliser un cadre décoratif pour habiller mon bureau.
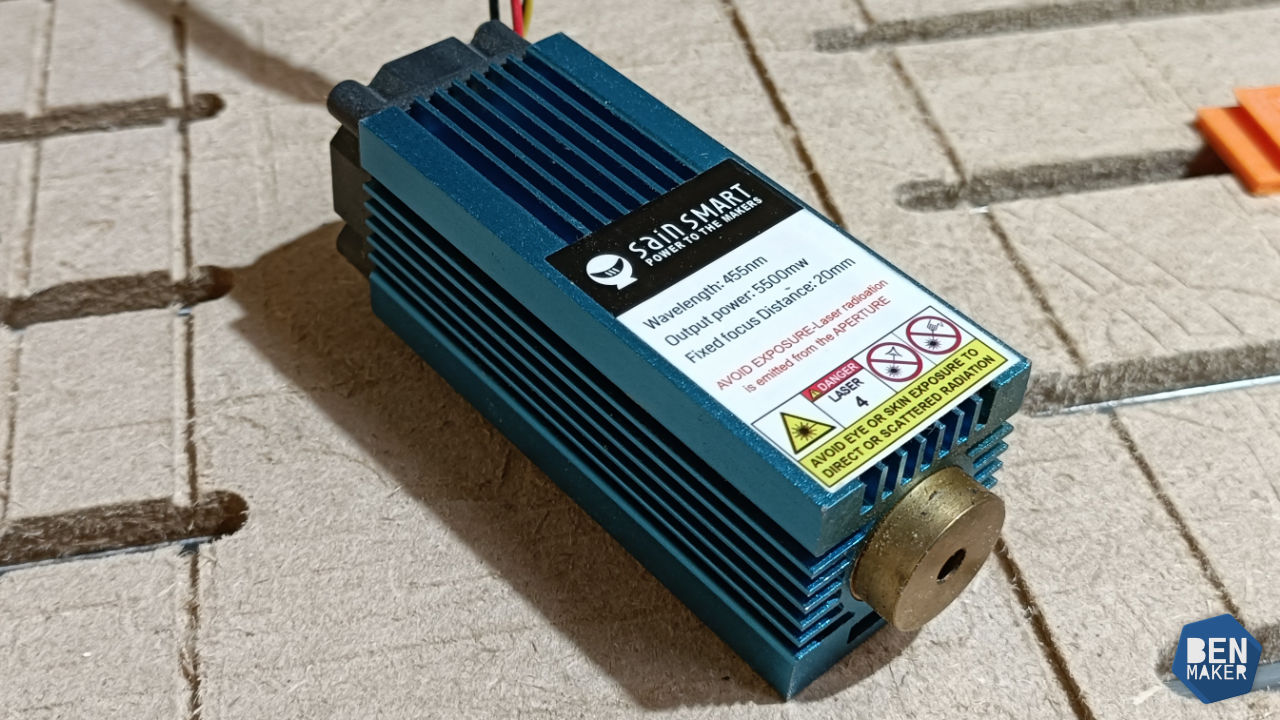
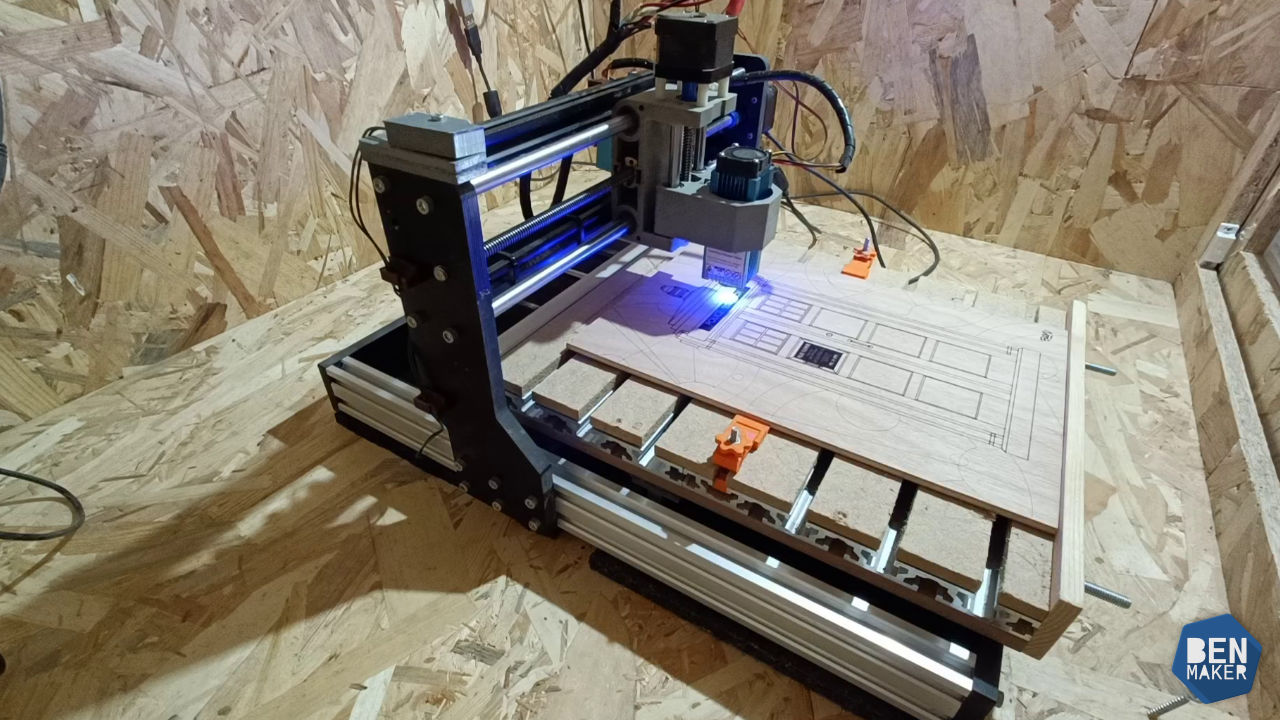
Pour le graver j’utilise un graveur 5.5W de chez Sainsmart. Vous allez voir le résultat est très propre.
Je profite de cette vidéo pour expliquer comment configurer Lightburn avec la cnc 3018 car ce n’est forcement simple pour les débutants et qu’on me l’a souvent demandé et je vous montre aussi le nouveau placard que j’ai aménagé pour la cnc. Avec une ventilation puissante, un écran et des caméras de surveillance.
Bonne vidéo !
La vidéo
Configurer Lightburn pour la CNC 3018
Installer le driver
Pour fonctionner, le contrôleur de la CNC 3018 a besoin du driver CH340 ou CH341 qui est en général fourni par le vendeur.
Enregistrer la CNC 3018
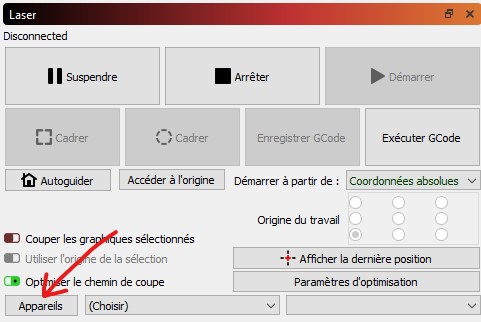
Dans Lightburn, rendez vous dans l’onglet Laser et cliquez sur « Appareils ».
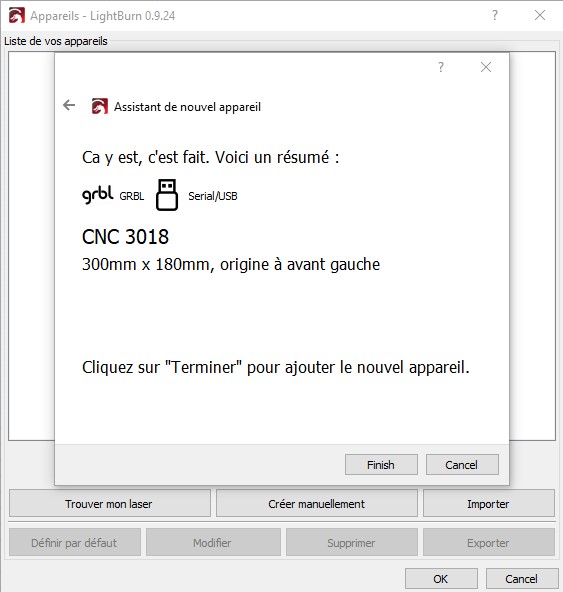
Une fenêtre s’ouvre, cliquez maintenant sur « Créer manuellement » et choisissez type de connexion « Serial/USB ».
Sur la page suivante, vous pouvez nommer votre CNC et entrer les dimensions utilisables de votre plateau.
Sur celle d’après, indiquez ou vous souhaitez votre point 0, en général en bas a gauche.
Si vous avez des interrupteurs de fin de course, je vous conseille de ne pas cocher « autoguider votre laser au démarrage » et de le faire manuellement vous même par la suite.
La dernière page résume tout ce que vous venez d’entrer, cliquez sur « Finish » pour enregistrer puis sur ok pour fermer la fenêtre.
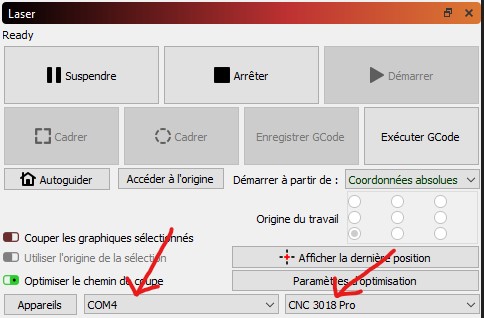
Le nom de la machine enregistrée s’affiche désormais dans la fenêtre laser, sélectionnez le port COM correspondant a votre port USB juste à coté. Un message indiquant la version de GRBL devrait s’afficher dans la console, la machine est désormais connectée.
Configurer GRBL
Attention
N'oubliez pas de noter les paramètres avant de les modifier afin de pouvoir repasser grbl en mode CNC.
Il reste encore a configurer les paramètres de GRBL pour une utilisation Laser. Si vous utilisez une version antérieur à la version 1.1 de GRBL, il vous faudra mettre à jour le firmware pour pouvoir profiter du mode PWM qui permet de faire varier l’intensité du laser automatiquement.
Allez dans la console et tapez $ puis entrée.
Vérifiez les paramètres suivants :
- $10=0 : Le rapport d’état doit être relatif à l’espace de travail et pas à l’origine de la machine.
- $13=0 : Indique que les positions sont en millimètres.
- $30 : Doit correspondre à la valeur S-Value Max de lightburn, s’ils ne correspondent pas, vous risquez d’avoir des problèmes de puissance du laser. (le réglage se fait sur la page des paramètres de la machine). En général « $30=1000 »
- $32=1 : Active le mode laser.
- $110 et $111: Ils correspondent à la valeur maximal de déplacement de la tête du laser en X et Y. Si vous dépassez ces valeur, lightburn ne pourra pas les atteindre et bridera la puissance du laser pour compenser. Avant d’ajuster ces valeurs il convient de réaliser quelques tests de déplacement pour connaitre la limite de vos moteurs. Sur ma CNC 3018 Pro les déplacements se comportent bien jusqu’à 1400mm/min. Mes valeurs $110 et $111 sont donc sur 1400. Attention, ces valeurs peuvent être différentes suivant votre modèle de CNC. Faites des tests !
Activer le contrôle de l'axe Z
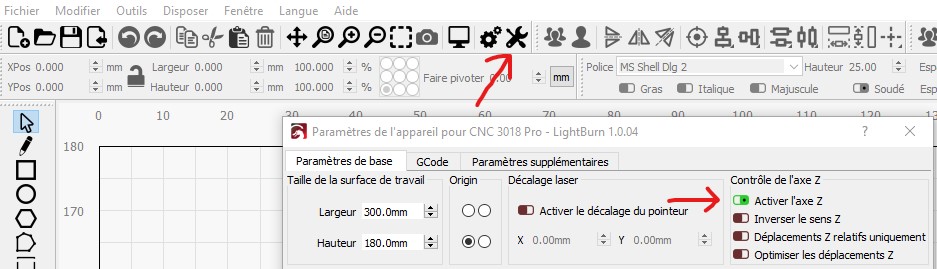
La plupart des machines de gravure laser on un réglage de l’axe Z manuel, pour pouvoir contrôler celui de la cnc 3018, il faut activer le contrôle de l’axe Z dans les paramètres de Lightburn.
Créer des boutons "Macro"
Dans les parties suivantes on va utiliser les boutons Macros de la Console pour ajouter des fonctions a Lightburn.
Lightburn permet l’ajout de 6 boutons, Pour ajouter une macro, faites un clic droit sur un bouton, une fenêtre s’ouvre vous permettant d’indiquer le nom du bouton et la commande qui lui sera associée.
Configurer le point 0 sans homing
La façon la plus simple de configurer le point 0 dans lightburn avec la CNC 3018 et de configurer le point 0 manuellement.
Pour cela, il vous suffit de placer le laser la ou vous le souhaitez, de régler sa hauteur et d’entrer la commande suivante dans la console ou créez un bouton macro avec la commande :
G92 X0 Y0 Z0
Et voila l’emplacement de la broche est maintenant le point 0, vous pouvez le vérifier dans l’onglet « Déplacer » > « Obtenir la position ».
Normalement il sera indiqué :
X=0 Y=0 Z=0
Il n’y a plus qu’a lancer une gravure !
Configurer le point 0 avec homing
Il est possible d’utiliser le homing de la cnc, pratique pour réaliser des gravures répétées et limiter les réglages.
Lightburn n’est pas vraiment prévu pour fonctionner avec les machines style cnc 3018 donc il va falloir jouer un petit peu avec les commandes.
Dans cet exemple j’utilise un plateau de 300×180 mm et le homing se fait a l’avant gauche et le Z en haut. La distance de retrait suite au homing est de 2mm « $27=2 » et les paramètres de déplacement maximum sont réglés comme ceci : « $130=300 », « $131=180 » et « $132=42 ».
Il s’agit du déplacement maximum sur chaque axe, depuis les interrupteurs de fin de course. (à configurer suivant votre machine et le placement de vos interrupteurs)
Je commence donc par faire un homing (bouton « Home » dans l’onglet « Déplacer »), une fois le homing fait, je clique sur « Obtenir la position ». J’obtiens :
X=-298 Y=-178 Z=-2
Ce qui correspond bien au déplacement maximal moins le retrait.
Le problème c’est qu’il nous faut des coordonnées comme ceci :
X=0 Y=0 Z=0
Pour cela on va configurer un bouton macro dans l’onglet « Console ».
Ce bouton va faire en sorte que le point zéro soit bien indiqué a Lightburn. Il faudra cliquer sur ce bouton a chaque démarrage de lightburn avant de lancer le homing.
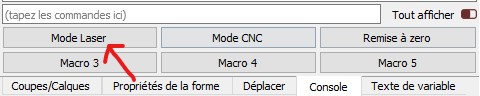
Faites un clic droit sur un des bouton macro et entrez un nom pour le bouton « Mode Laser » par exemple et entrez la commande suivante :
G10 L2 P1 X-298 Y-178 Z0
Maintenant si je clique sur ce bouton et qu’ensuite je réalise un homing, en cliquant sur « Obtenir les coordonnées », j’obtiens :
X=0 Y=0 Z=0
Parfait j’ai mon point zéro.
Autre problème c’est que le point zéro en Z se fait en haut et moi je veux qu’il soit a 60mm de mon plateau (distance de focale idéale pour mon laser).
Je descend donc mon laser à la hauteur souhaitée et je clique sur « Obtenir la position », j’obtiens donc la position idéale de mon axe Z par rapport au homing.
Dans mon cas, Z=-38mm.
Si comme moi vous passez régulièrement du mode CNC au mode Laser, je vous conseille de faire un repère sur le laser pour pouvoir le replacer facilement à la bonne hauteur dans son support.
Je change donc le code de mon bouton macro pour :
G10 L2 P1 X-298 Y-178 Z-38
Maintenant si je clique sur ce bouton et qu’ensuite je réalise un homing, en cliquant sur « Obtenir les coordonnées », j’obtiens :
X=0 Y=0 Z=-38
Je suis bien à zéro en X et Y et à 38mm du point zéro en Z.
Maintenant, lors du démarrage de la gravure, le laser descend automatiquement de 38mm avant de commencer la gravure.
Vous allez me dire que je n’ai pas pris en compte l’épaisseur de la planche que je vais graver. Et ben non en effet, il n’y a pas besoin de le faire, Lightburn dispose d’une option pour indiquer l’épaisseur du matériau a graver.
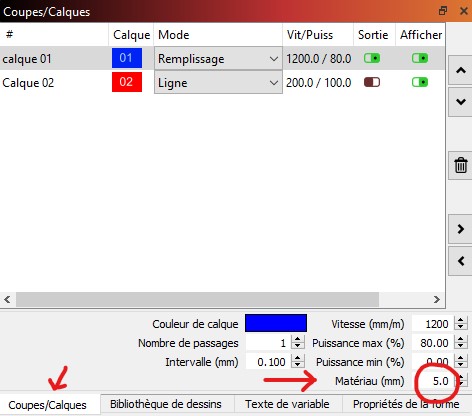
En renseignant l’épaisseur du matériau dans les calques de lightburn, il adapte la hauteur de l’axe Z automatiquement par rapport au plateau.
Vous n’avez plus besoin de toucher au réglage de la focale du laser en changeant d’épaisseur de matériau, pratique !
Envoyer le laser a un endroit précis
Si vous avez un laser a focale réglable, je vous conseille d’ajouter un autre bouton macro contenant :
G0 X10 Y10 Z0
Grâce à ce bouton, la broche se déplacera aux coordonnées X=10 et Y=10 et viendra se positionner à zéro en Z afin que vous puissiez réaliser le réglage de la lentille sur votre plateau.
Attention Il faut que le homing soit fait avant.
Gravure du TARDIS
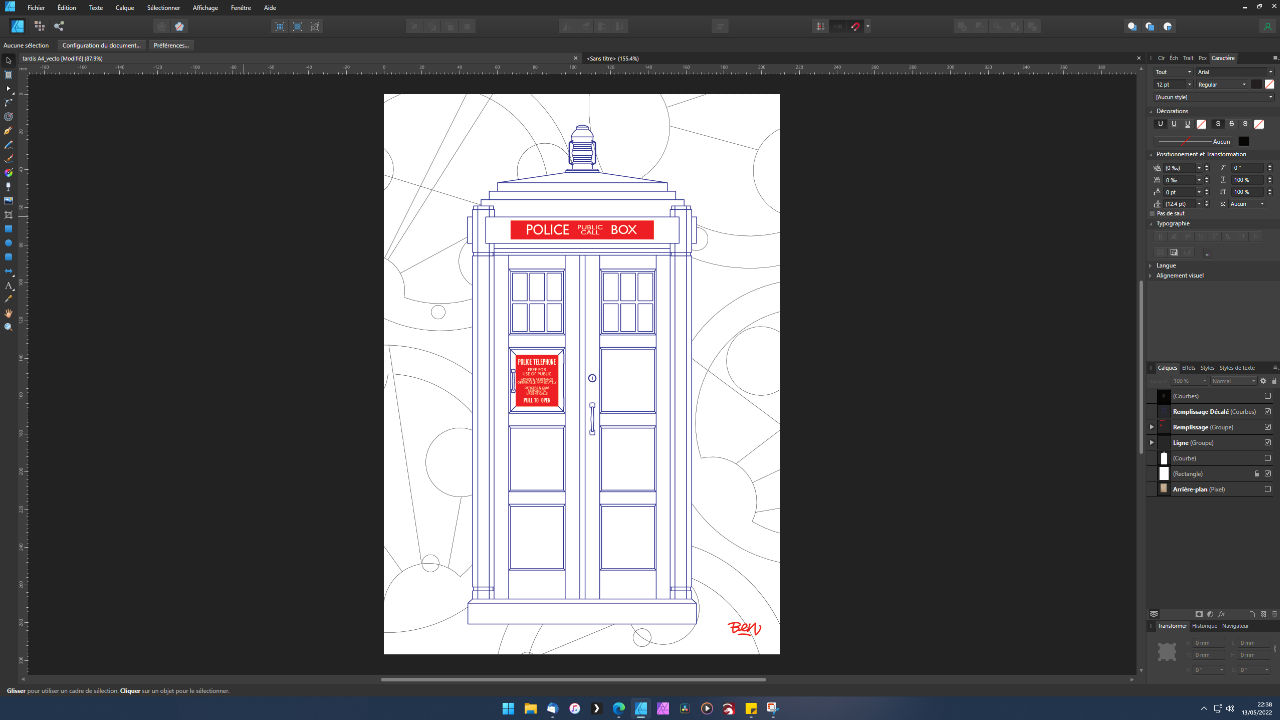
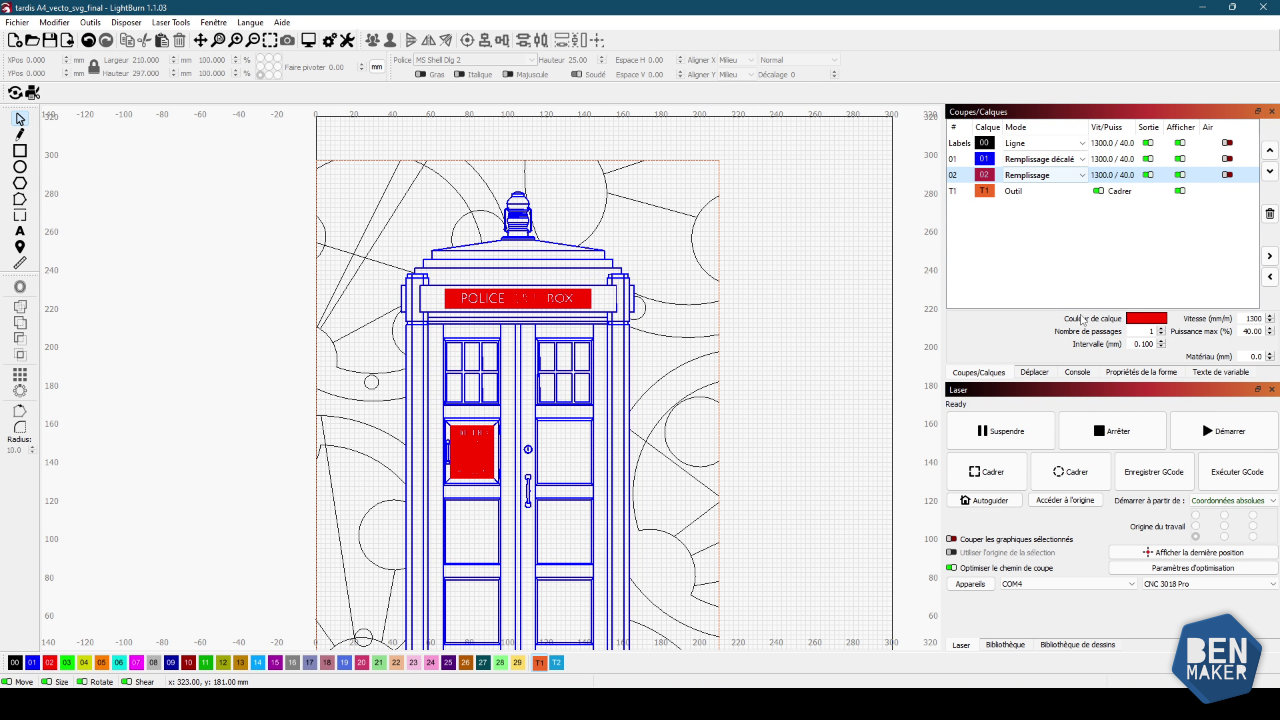
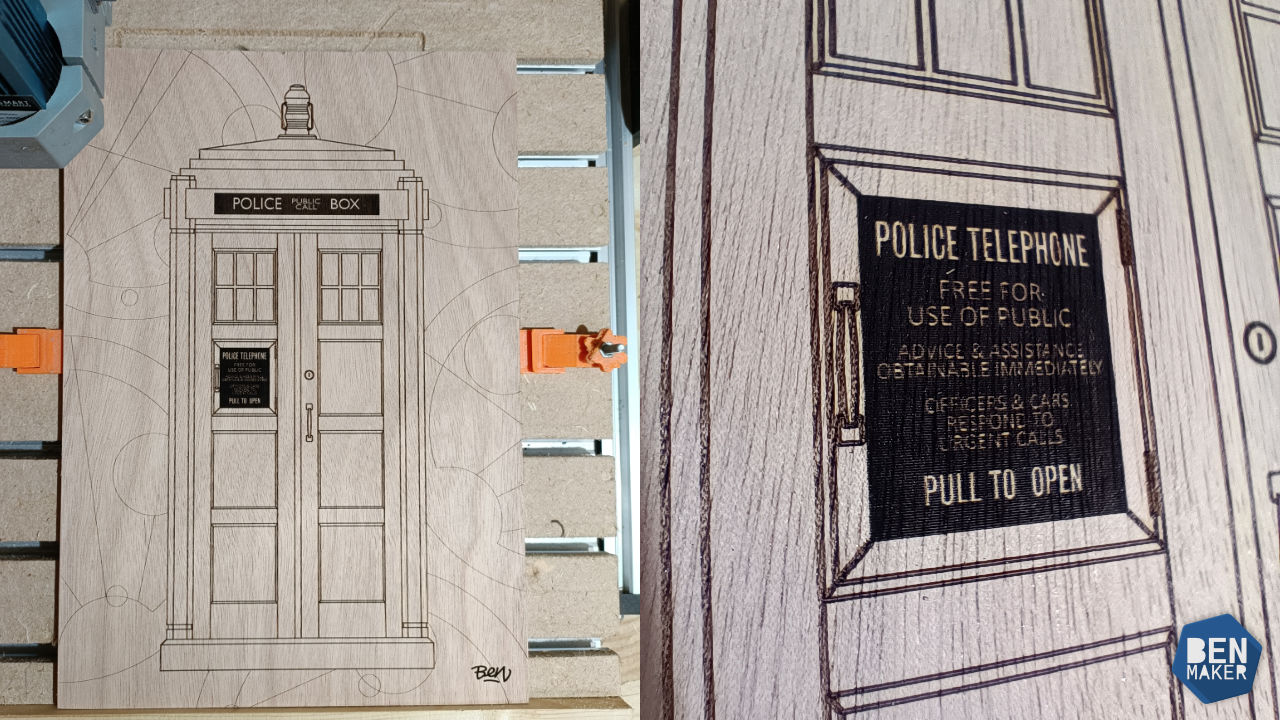
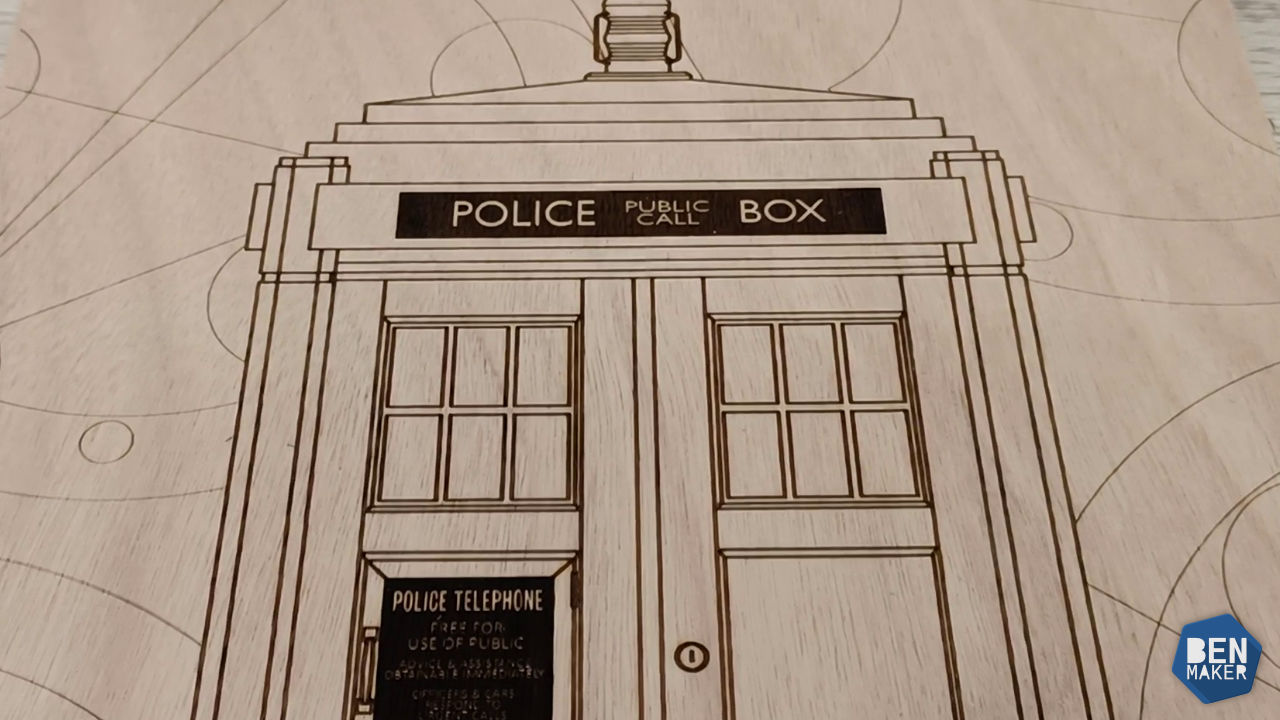
J’ai commencé par dessiner un Tardis (de la série Doctor Who) sur Affinity Designer. Il est constitué de 3 parties qui vont toutes être gravés avec une technique différente. Je l’ai donc exporté au format SVG.
Il aurait été possible de graver l’image au format jpg directement en mode Ligne par Ligne, mais la gravure aurait pris presque 4h ! En mixant les techniques j’ai descendu le temps de gravure a 35 minutes environ. Ce n’est pas négligeable !
J’importe mon fichier SVG et je commence par sélectionner tous les tracés et je met les coordonnées a 0 en X et Y. (Xpos et Ypos, dans le coin supérieur gauche de l’interface)
Je sélectionne chaque partie de la gravure et je leur assigne des calques différents avec les boutons colorés en bas.
- Les tracés noir seront gravé en mode Ligne car je veux qu’il soient fins.
- Les tracés bleu en mode Remplissage décalé parce qu’il sont plus épais et que cette technique marche bien sur les tracés et est beaucoup plus rapide que le mode Remplissage.
- Les tracés rouge en mode Remplissage ligne par ligne pour avoir un rendu bien net des textes.
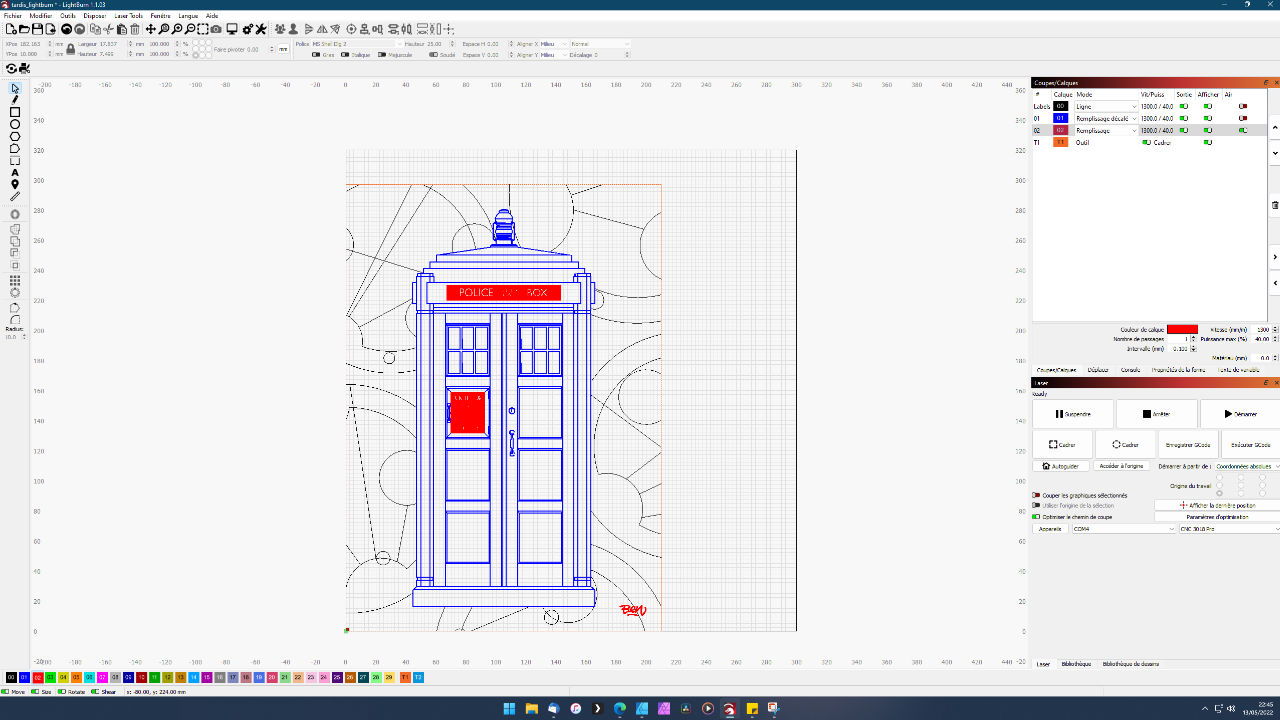
Pour ce qui est des réglages, je met la vitesse à 1300mm/min, la puissance à 40% et une seule passe. Ce sera évidement à ajuster suivant votre machine et votre laser. Pour les calques en mode Remplissage, je choisis un écartement de ligne de 0.1 car je sais que le rendu sera propre. Pour le sur balayage, je le règle sur 3-4%.
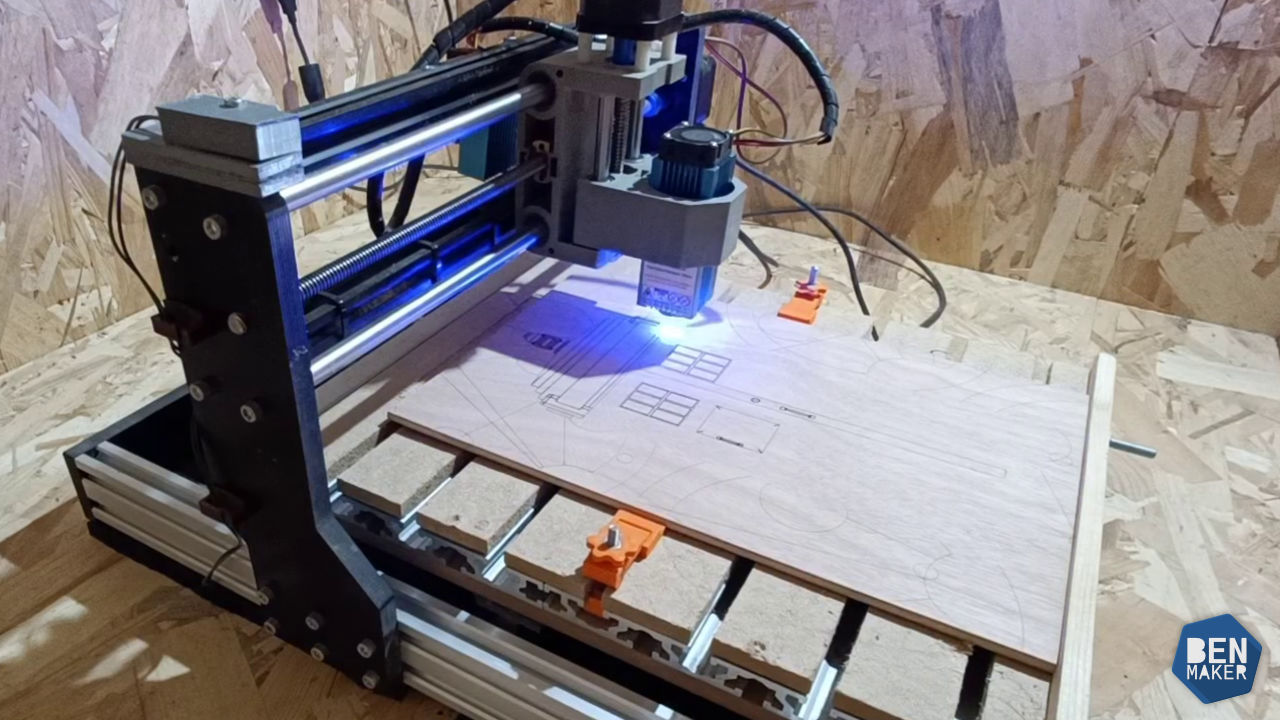
Une fois tout configuré, je fait mon origine, je met ma planche en place sur la cnc(contreplaqué Okoumé de 5mm).
Pour cette gravure je fait directement mon réglage de focale sur le matériau avec la calle fournie et je règle mon point 0 dans l’angle inférieur gauche de ma planche.
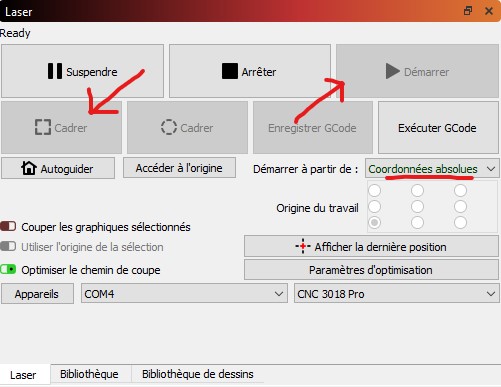
Ensuite, je vais dans l’onglet « Laser ».
Dans « Démarrer à partir de », je choisi « Coordonnées absolues » qui utilise le point 0 indiqué a Lightburn.
Je vérifie que le placement est bon en cliquant sur Cadrer, le laser va se déplacer pour bien vous montrer la zone de gravure sans s’allumer.
Si tout est ok, je clique sur Démarrer et la gravure se lance. c’est parti pour 35 minutes de gravure.
Les photos

Logiciels
Matériaux
- Contreplaqué okoumé 5mm
- Vernis incolore mat
- Cadre noir
Outillage
- Ponceuse




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}